Preface
This publication is split into four chapters, each starting with a general introduction to packaging, its functions and the current legislation surrounding packaging. This converges in a description of the recycling process for packaging made predominantly from paper, aimed at helping to define guidelines for designing paper and board packaging for recycling purposes. The structure has thus been devised to address the needs of designers and businesses, highlighting factors requiring attention that have led to the design guidelines put forward.
The first chapter describes paper packaging, setting out how it is classified, its distinctive functions, and relevant standards in force.
The second chapter shows the types of materials used for paper and board packaging, describing their main properties and applications in the market.
The third chapter describes the recycling chain for materials made predominantly from paper, illustrating the various stages: separate collection, sorting and paper mill recycling.
The fourth and final chapter presents guidelines for the design of packaging made predominantly from paper that is easiest for the paper mill to recycle. These guidelines provide designers and technicians with a checklist designed to be used both in packaging design and development, and as a potential assessment tool for identifying what room there is for improvement.
The information provided herein does not claim to cover each design solution individually or to be exhaustive. Instead, its aim is to highlight critical factors within the packaging sorting and recycling process in order to set the reader on a path of increased awareness and facilitation surrounding the above-mentioned activities.
Furthermore, the guidelines set out herein refer to the recycling situation in Italy. It is worth bearing in mind that every EU country is free to set its own rules within its national boundaries provided that they comply with the requirements laid down by the EU itself, meaning that certain parameters that apply to Italy may not apply to other countries.
It is also worth noting that certain guidelines may stem from specific factors within the recycling chain that, in turn, may be of an organizational or technological nature, without distinction: consequently, the guidelines put forward herein should be regarded as place and time specific, pertaining as they do to the current situation in Italy. The eco-design efforts of businesses in Italy - introduced with the Aticelca assessment system - reflect the country's wealth of recycling plants and the fact that they are used extensively: it is worth pointing out that this is not such a given in other countries characterized by a lack of infrastructure.
In light of technological progress and developing dynamics within the recycling chain, the guidelines provided herein will be updated by CONAI on a regular basis with a view to ensuring that they continue to provide an up-to-date reference resource, in line with the evolution of packaging placed on the market for consumption, and innovations associated with the recycling process: namely the whole waste collection, sorting and recycling procedure.
There are multiple organizations in Europe that have published guidelines to facilitate the recycling of packaging made predominantly from paper. Particularly worthy of note are initiatives by: CEPI (Confederation of European Paper Industries) - based in Belgium, but operating Europe-wide; Wrap and CPI (Confederation of Paper Industries), both operating and based in the UK; the Dutch institute KIDV; and Ecoembes, which operates in Spain.
If we expand our search to take in the rest of the world, the (by no means exhaustive) list of bodies promoting good practices includes such names as Packaging SA in South Africa; GreenBlue, which covers the US; and Paper Recycling Promotion Center (PRPC), which operates in Japan.
Alongside each of the critical factors identified, this document also gives a useful summary of what other guidelines have already been defined at an international level.
Introduction
Objectives and purposes of the guidelines
This document is part of the Pensare Futuro project, which comprises a series of initiatives developed by CONAI on preventing the environmental impact of packaging. More specifically, the document adds to the series of prospective guidelines, compiled on the www.progettarericiclo.com website.
The Consortium - whose objectives include championing a culture of environmental respect among businesses through measures designed to make packaging increasingly sustainable - promotes seven so-called prevention levers, i.e. eco-design measures aimed at reducing packaging's environmental impact upstream:
- Saving raw materials;
- Use of recycled/recovered material;
- Re-use;
- Facilitation of recycling;
- Logistics optimization;
- Simplification of the packaging system;
- Optimization of production processes.
This document addresses the Facilitation of recycling lever and aims to serve as a tool for designers planning to develop, upstream, packaging with the potential to convert its end-of-life waste into a resource.
More specifically, the document focuses on packaging made predominantly from paper, highlighting factors that may require attention during recycling and relevant opportunities to address them with solutions. In compiling this document, we are fully aware that the sheer variety of packaging found in the market makes it impossible to look at every single solution adopted by different businesses individually: hence, we will be providing what we hope is an as comprehensive as possible overview.
Packaging
SOME HISTORICAL BACKGROUND
The history of packaging is deep rooted and can be traced back to the advent of man on Earth. While ancient man rarely ate his catch on the spot, the time between procuring food and eating it was very short, but he still needed a way to carry and preserve his bounty.
Over the course of the centuries, packaging has been shaped by various influences, due to cultural changes and the evolution of consumer habits. Early containers made from natural materials, such as leaves, bamboo, shells and hides, were joined over the years by metal and ceramic containers, with the later addition of fabric, wood and paper.
The story of packaging - as we know it today - dates back to the second half of the 19th century: industrialization and the birth of the consumer society resulted in packaging being recognized for its corporate branding potential.
Starting in the early 20th century, packaging was the subject of much innovation in terms of both technology and materials, with the development of moulded glass, cardboard, metal and plastic packaging. It wasn't until after World War II that disposable packaging became popular, largely thanks to the advent of mass retail outlets.
Add to this the phenomenon of market globalization driven, above all, by digital technologies, and we start to understand how packaging has come to pack such a strong punch as a communication vehicle for businesses, and how it has become a vitally important branding tool to help them stand out in an increasingly competitive market. Consequently, packaging has come to be recognized for its communicative role.
Recently, widespread interest in sustainability aspects has become a key driver in packaging: these concepts have served to stimulate research to develop new processes and solutions that, thanks to the transfer of industrial technology, have paved the way for a new variety of products to make it onto the market.
THE FUNCTIONS OF PACKAGING
According to the relevant legislation in Italy (D.Lgs 152/06, Art. 218), packaging means “the product, consisting of materials of any kind, used to contain certain goods, from raw materials to finished products, to protect them, allow their handling and their delivery from the producer to the consumer or user, ensure their presentation, as well as disposable items used for the same purpose.”
Packaging is thus required to fulfil four functions:
- It must contain the product, holding the contents to be used by the consumer;
- It must protect the contents from external factors, such as mechanical action (impact, contact with other external objects), as well as from contamination by chemical agents (water, moisture, air, etc.), so that quality remains unchanged over time, wherever the contents end up;
- It must allow goods to be handled easily by the various users making up the distribution network, from the manufacturer all the way through to the consumer;
- It must present the goods to the consumer in an attractive way, making it an added value and playing a communicative role by transferring information from the manufacturer to the user.
How packaging is classified
Packaging has evolved over time, growing in complexity. Various factors have contributed to this evolution, including developments in the world of communication, technological processes and materials.
It is these materials that have broadened the range of possible applications and led to expansion into new product sectors. This new direction has prompted design, product innovations and material science and technology to interact, undeniably becoming both the cause and effect of these changes.
While, until fairly recently, the main purpose of packaging was to protect contents from external contamination, the current use of functional materials and new technologies has spawned a new category of what has been termed smart packaging, in which a material, a surface treatment or a technology are used to add to the packaging's functionality.
Before we go any further, now would be a good time to explain the differences between existing types of packaging:
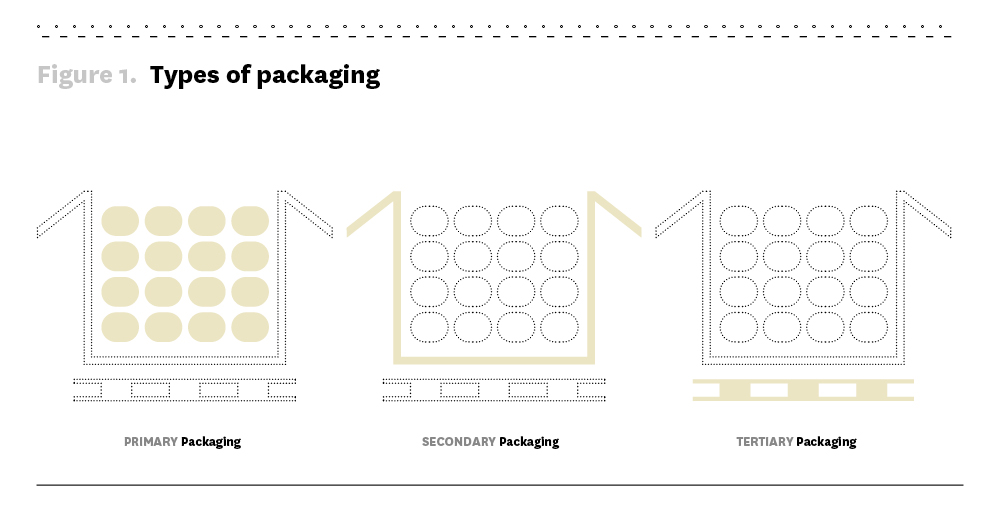
- Sales packaging or primary packaging: packaging in contact with the product that constitutes a sales unit to the user or consumer at the point of sale;
- Grouped packaging or secondary packaging: packaging conceived so as to constitute, at the point of sale, a grouping of a certain number of sales units, whether the latter is sold as such to the user or consumer, or whether it serves only as a means to replenish the shelves at the point of sale. It can be removed from the product without affecting its characteristics;
- Transport packaging or tertiary packaging: packaging conceived so as to facilitate handling and transport of a number of sales units or grouped packaging of goods - from raw materials to finished products - in order to prevent their physical handling. In addition, tertiary packaging is intended to minimize transport damage.
Examples of paper-based primary packaging include shoeboxes, egg cartons, bread bags, and fruit juice cartons, as they fulfil the function of protecting and containing the goods that the consumer will then use directly.
Secondary packaging, on the other hand, includes the boxes that online purchases arrive in, supermarket display boxes, and shoppers used by stores.
Lastly, tertiary packaging generally comprises cardboard boxes used, for example, by the manufacturer to transport goods to the retailer, so as to group together a number of sales units or secondary packaging. Tertiary packaging can also be used as actual display stands for the goods, which is common practice in discount stores.
Depending on its composition, packaging can be:
- Mono-material, where it is made from a single material;
- Multi-material, where it features components made of different materials that can be separated by hand;
- Composite (also commonly known as laminate or polylaminate), where it is made up of two or more materials that cannot be separated by hand.
Reference standards
WASTE MANAGEMENT HIERARCHY 94/62/EC AND (EU) DIRECTIVE 2018/852
Directive 94/62/EC, amended by (EU) Directive 2018/852, is an EU regulation - implemented in Italy with D.Lgs 152/2006 and its amendments - that recognizes the fundamental social and economic function of packaging. The directive acknowledges that, where well designed, packaging provides proper storage and protection for the products it contains, ensuring that they do not become waste before reaching the consumer. More specifically, Directive 94/62/EC and its amendments maintains that packaging must be designed in such a way as to enable the recycling of at least a certain percentage by weight of the materials used, in compliance with current standards in the European Union. Said percentage may vary depending on the material in question and the targets to be reached in the near future.
(EU) Directive 2018/852 and its amendments must be applied to all packaging released onto the European market, as well as to all materials identified as packaging waste. It requires Member States to implement measures in order to prevent the generation of packaging waste - setting out an inverted pyramid with a descending order of preference for waste management procedures, Figure 2 - to encourage reduction of the environmental impact of packaging and to promote the creation of special deposit-return and/or collection schemes for used packaging and packaging waste within the various countries.

2005/270/EC DECISION
The 2005/270/EC Decision and its amendments establishes the formats relating to the database system pursuant to the packaging and packaging waste management hierarchy directive.
Indeed, it is up to each Member State to complete the above-mentioned reporting formats, which regard the recycling objectives defined in Directive 94/62/EC, reusable packaging, packaging waste, as well as traceability and assurance that waste is processed in an equivalent manner to the requirements laid down by the EU's environmental law.
The 2019 amendment (2019/665/EU Implementing Decision) implements the definition of composite packaging, allowing Member States to derogate from the requirements on reporting per material contained in the packaging, provided that it constitutes an insignificant part of the packaging unit (less than 5%). This means that when the reporting requirement provided for by the Decision comes into force, the relevant parties shall be required to report the amounts of different materials - even materials that are not predominant - placed on the market for consumption and sent for recycling where their percentage by weight is greater than 5%. This is different to the requirement until now, where the total mass of the composite packaging was reported under the one predominant material by weight.
97/129/EC DECISION
The 97/129/EC Decision determines the alphanumeric code describing the nature of the material(s) that make up a packaging unit, specifying which materials the identification system applies to.
The Directive concerns all packaging that falls under Directive 94/62/EC and, for paper, determines the abbreviation "PAP" followed by a relevant ID number that refers to the type of paper-based material used:
- PAP 20: corrugated fibreboard (grammage over 200 g/m2);
- PAP 21: non-corrugated fibreboard (grammage under 200 g/m2);
- PAP 22: paper
With reference to composite packaging, on the other hand, a material that is predominantly paper is identified with the abbreviation "C/PAP" along with a number that varies depending on the type of the non-paper material(s) used in the packaging.
ITALIAN DECREE (D.M.) OF 21 MARCH 1973
The Italian Decree (D.M.) of 21 March 1973 and its amendments establishes the composition and purity requirements for packaging due to be used in contact with food.
More specifically, it limits the filler content for packaging for which migration tests are required to a percentage equal to or less than 10%, which is increased to 25% for products where no migration testing is required. In addition, even water-soluble and partially water-soluble substances are regulated: the maximum permitted amount of soluble substances is 10%, while insoluble substances are accepted up to a maximum of 5%.
In addition, purity requirements put limits on the presence of substances such as lead and polychlorobiphenyls, as well as product categories for which optical whiteners can be used.
It should be noted that this Italian legislation allows the use of recovered fibres only for packaging in contact with dry foods, provided it meets the composition and purity requirements.
The Decree has been amended a number of times to comply with the requirements issued at a European level. In addition, despite it having been consolidated with the latest 31 May 2016 amendment with Decree n°142, there are types of materials not contemplated here that have instead been covered by other specific regulations.
STANDARD UNI EN 13430
Standard UNI EN 13430 and its amendments defines the requirements that packaging must meet in order to be recovered by recycling its component materials.
The standard sets out assessment criteria for parameters that help demonstrate the packaging's recoverability by recycling its materials, while also enabling the material recycling percentage to be determined.
The parameters tested regard all stages of the packaging's life cycle based on a Life Cycle Assessment (LCA) approach. More specifically, values are associated with each stage that correspond to recycling criteria, such as: control of packaging production and use, ease of recycling based on technologies currently available in the industrial arena, and substances released during the recycling process.
ATICELCA 501 AND ITALIAN STANDARD UNI 11743
The Aticelca 501 system was set up in 2011 as an instrument using a technical approach specifically geared towards paper-based packaging to define the requirements laid out in UNI EN 13430 and its amendments, as well as to encourage the uptake of eco-design practices among parties concerned with designing products made predominantly from paper, or parties who are involved in the development of new materials made predominantly from paper, or new additives.
It is worth pointing out that the Assessment system, followed by the Italian UNI standard, came about since they reflect and assess important aspects that find widespread practical application in Italy thanks to the plentiful infrastructure in the recycling chain for products made predominantly from paper. Aticelca 501 and UNI 11743 go over the industrial recycling stages on a laboratory scale, predicting what issues might be encountered during actual recycling in the paper mill.
With the Aticelca 501 system - which should be noted is a voluntary scheme - businesses that sign up can obtain permission to use the symbols indicating the level of recyclability (A+, A, B, C) - or, where applicable, unrecyclability - of the material or packaging as determined by testing.
Initially, the system included both criteria pertaining to experimental testing to be carried out on test samples, and assessment of the resulting parameters. Following the publication of standard UNI 11743 in 2019, relating to the experimental method of determining the recyclability parameters of materials and products made predominantly from paper, the Aticelca 501 system dropped its laboratory-based method, while retaining the assessment of results derived from tests as set out by the UNI 11743 standard.
More specifically, in order to achieve certification of the level of recyclability, the applicant must initially analyse the sample of the material or product as set out in standard UNI 11743 and then submit the results to Aticelca, who will assess them using the Aticelca 501:2019 assessment system, providing the applicant with the outcome and hence with permission - or not - to use the symbol and/or one of the marks attesting to recyclability in the paper mill.
STANDARD EN 643
The European standard EN 643 and its amendments is concerned with the standardization of products marketed in the European market, defining the various grades of paper and board for recycling and providing a description of the types of products that fall into the various classes of paper for recycling (commonly known as recycled feedstock). In addition, acknowledging the complex variety of materials found in the market, the standard introduces maximum tolerance levels for non-paper components, also providing a list of types of materials that should be regarded as unwanted or prohibited. With regard to the maximum amount of non-paper materials, the limit set for the majority of paper for recycling grades is 1.5% (the percentage refers to weight by weight).
Please note that the thresholds defined by standard EN 643 refer to the amount of foreign matter that may be present (for example, plastic bags, bits of glass, etc.) and do not refer to any of the paper product's constituents, even where they are non-paper constituents (for example, windows, adhesive tapes, staples, etc.).
Since this is a general reference standard for products made predominantly from paper, standard EN 643 regards paper and board items in general, including both packaging and products of other kinds. By way of example, it can include such materials as fluting for packaging, newspapers, magazines, labels and relevant liners, bags, cups and tableware.
The paper for recycling grade numbers defined are divided into five groups:
- Group 1 - Ordinary Grades: this is the group with the lowest-grade materials and hence with the least commercial value. It includes mixed unsorted paper and board, old corrugated containers, magazines, and paper for de-inking;
- Group 2 - Medium Grades: group 2 regards grade numbers for such recycled feedstock as unsold newspapers, heavily printed white shavings, and sorted office paper;
- Group 3 - High Grades: this group comprises white and mixed printer shavings, white newsprint, and white mechanical pulp-based paper containing coated paper;
- Group 4 - Kraft Grades: in the kraft grade group, we might find new shavings of corrugated board, grade 1 and 2 corrugated kraft, new kraft paper and board shavings, and used kraft paper and board;
- Group 5 - Special Grades: this is the group containing grade numbers relating to mixed packaging, paper-based composites for liquid packaging, laminates and coated kraft.
CE REGULATION 1935/2004
EC Regulation 1935/2004 establishes the characteristics that FCMs (Food Contact Materials and articles) must have and the common requirements they must meet, and complements EC Regulation 2023/2006 on good manufacturing practice. Both are of a general nature, and hence do not contain specific requirements.
They identify 17 classes of materials that may have specific measures in terms of requirements regarding purity or substances used, while also stating that packaging shall be accompanied by the words "for food contact" along with the relevant symbol. In addition, the Regulation allows for the use of active or intelligent food contact materials.
The principles set out in EC Regulation 1935/2004 are aimed at preventing packaging from endangering human health, bringing about a change in the composition of the food, or bringing about a deterioration in its contents.
Packaging made predominantly from paper
Definition of material and product made predominantly from paper
Before we launch into a description of the main types of packaging made predominantly from paper, we should quote the definition given in the Aticelca 501:2019 assessment system pertaining to materials and products made predominantly from paper:
Material made predominantly from paper: paper and board requiring additional processing to be converted into finished products (for example, rolls and sheets of paper for printing or making into boxes, sheets of fluting for producing packaging, reels of tissue for producing paper handkerchiefs). This material may contain other non-paper constituents not exceeding 50% by weight.
Product made predominantly from paper: finished article (such as packaging, printed material, household items) consisting of materials made predominantly from paper amounting to more than 50% by weight.
When it comes to packaging made predominantly from paper, this category can be split into:
- mono-material packaging, namely made from just paper;
- multi-material packaging, consisting of a main body made from paper, and components made from different materials that can be separated by hand;
- polylaminated or composite packaging, structurally composed of different materials that cannot be separated by hand.
Clearly then, the first definition given refers to a semi-finished product, the direct result of the paper mill's production process, while the second is an example referring to packaging made by producers. These products can also incorporate components that are not made predominantly from paper, such as plastic windows in bread bags, or rope handles on certain types of shoppers.
We should point out that the definitions adopted by Aticelca nonetheless refer to the concept of paper and paper products covered in standard EN 643.
SPECIFIC CHARACTERISTICS OF PAPER AND BOARD PACKAGING
Packaging made predominantly from paper varies hugely in type, shape and function and, depending on the nature of its contents, must ensure various mechanical or chemical and physical properties. Another significant aspect setting different types of packaging apart is the manufacturing process, which determines its technological parameters.
Properties and characteristics can be classed as follows:
- Chemica and physical properties
- Grammage
- Thickness
- Optical properties
- Permeability to gas or liquids
- Mechanical properties
- Tensile, compressive and bursting strength, tearing resistance, and folding endurance
- Impact absorption
- Stiffness
- Technological properties
- Surface finish
- Printability
- Formation
Generally speaking, paper is a material capable of readily absorbing moisture thanks to its inherent porosity and the hydrophilic properties of its component fibres. This absorption takes place regardless of the environment or contents, leading to deterioration in terms of both mechanical performance and physical properties. Consequently, water vapour barrier properties - as well as the ability to act as a barrier to other gases, such as oxygen, and other substances like lipids - are also relatively poor. While paper's breathability is often an advantageous property, in some cases - such as when it is required to package wet or greasy foods - it can be a hindrance. There are workarounds to this limitation that involve using barrier devices to avoid interaction with the outer in order to extend the product's shelf life.
In order to improve said properties, paper-based material can be laminated and coated with other materials that have different properties, such as plastic and aluminium: the choice is made at the design stage based on the specific application, and must take into account the nature of the contents and the properties to be provided that would otherwise prove critical using just a paper-based material.
Other types of coating may be called for to optimize the packaging's printing quality, especially when the inks due to be used are water based.
Paper, Paperboard, Corrugated Fibreboard
Since these terms are mentioned repeatedly herein, we think it would be helpful to provide a definition of each and go over the key aspects that set them apart.
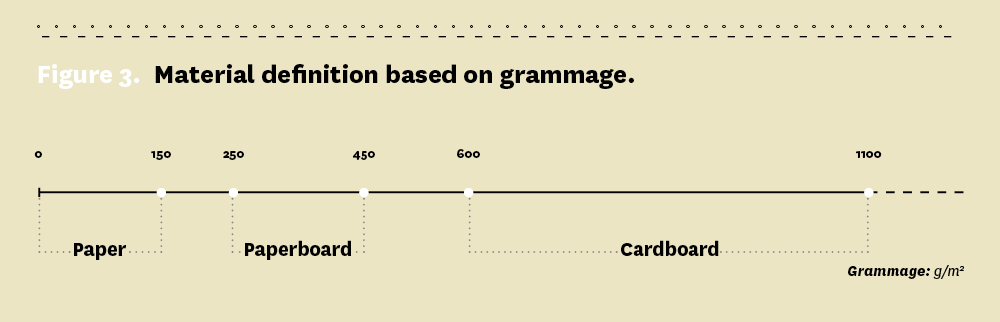
The dictionary definition of paper is: "industrial product made from various fibrous substances (cellulose products, wood, straw, rags derived from plant fibres, etc.), which are mechanically and chemically treated to form a pulp from which - with the addition of additives, known as fillers, to give it special properties - thin, flexible sheets are made, used for various purposes." While this description touches on the raw materials and processes involved in the manufacture of paper-based products, there is no mention of the factor that differentiates paper, paperboard and cardboard.
The property that defines a paper-based material is grammage (Figure 3), namely the weight per unit area. Paper proper has a grammage of up to 150 g/m2, while cardboard features a grammage in excess of 600 g/m2, and as high as 1100 g/m2. Paperboard, on the other hand, is a paper-based material with a grammage that lies between paper and cardboard, identified by a grammage in the 250 to 450 g/m2 range. If we look at the above figures, we can see that there are two apparently undefined ranges, namely between 150 and 250 g/m2, and between 450 and 600 g/m2: within these ranges, the line between paper and paperboard (in the case of the former range) and between paperboard and cardboard (in the case of the latter) is a little blurred.
Corrugated fibreboard comprises two sheets of rigid paper - known as linerboards - with one or more corrugated sheets - known as fluting paper - sandwiched between them: in the case of multiple flutings, these sheets are separated by an additional liner. The various layers are held together with usually water-soluble starch-based adhesives.
There are various parameters to consider and weigh up:
- The material used for the linerboards can range - across various different grades - from kraft (known for its excellent mechanical performance) to chip, which is made entirely from recovered fibres. Mechanical performance can vary depending on the type of virgin or recycled fibres used.
- Grammage ranges from around 150 g/m2 to around 450 g/m2, making a directly proportional contribution to the mechanical properties. Unfortunately, this also translates into increased weight for the finished product as the grammage goes up.
- The fluting can also be made from different grades of paper, with grammage generally ranging from around 110 g/m2 to around 210 g/m2. For the fluted media, another important parameter is the height of the fluting, which can be used to produce total thicknesses of between 1.5 and 15 mm. Different flute profiles are identified with different alphabetical letters.
Generally speaking, higher flutes result in greater edge crush strength - forces in the same plane as the sheet - compared to lower flutes, while they give poorer flat crush strength - forces at a right angle to the surface of the sheet. In addition, printing on higher fluting is more difficult as the distance between flutes increases and, consequently, the linerboard is not perfectly flat. Lastly, while greater corrugated fibreboard thicknesses result in greater resistance to the impact of external objects during transport, for example, they also increase the overall space taken up by the item during transport.
Materials used for packaging
Now that we have defined what we mean by materials made predominantly from paper and described the various types of paper based on their grammage, we will go on to describe the different materials used in packaging made predominantly from paper and board. These materials are identified, first, based on whether they are mono-material or composite in nature and, then (for mono-material materials) based on their grammage.
Consequently, the following types of materials are identified below:
- Paper
- Rigid paperboard
- Cardboard
- Corrugated fibreboard
- Composites
- Special papers
- Cellulose pulp
Since the above-mentioned types of materials have different properties that serve different packaging functions, it naturally follows that different types of packaging will be suited to different uses.
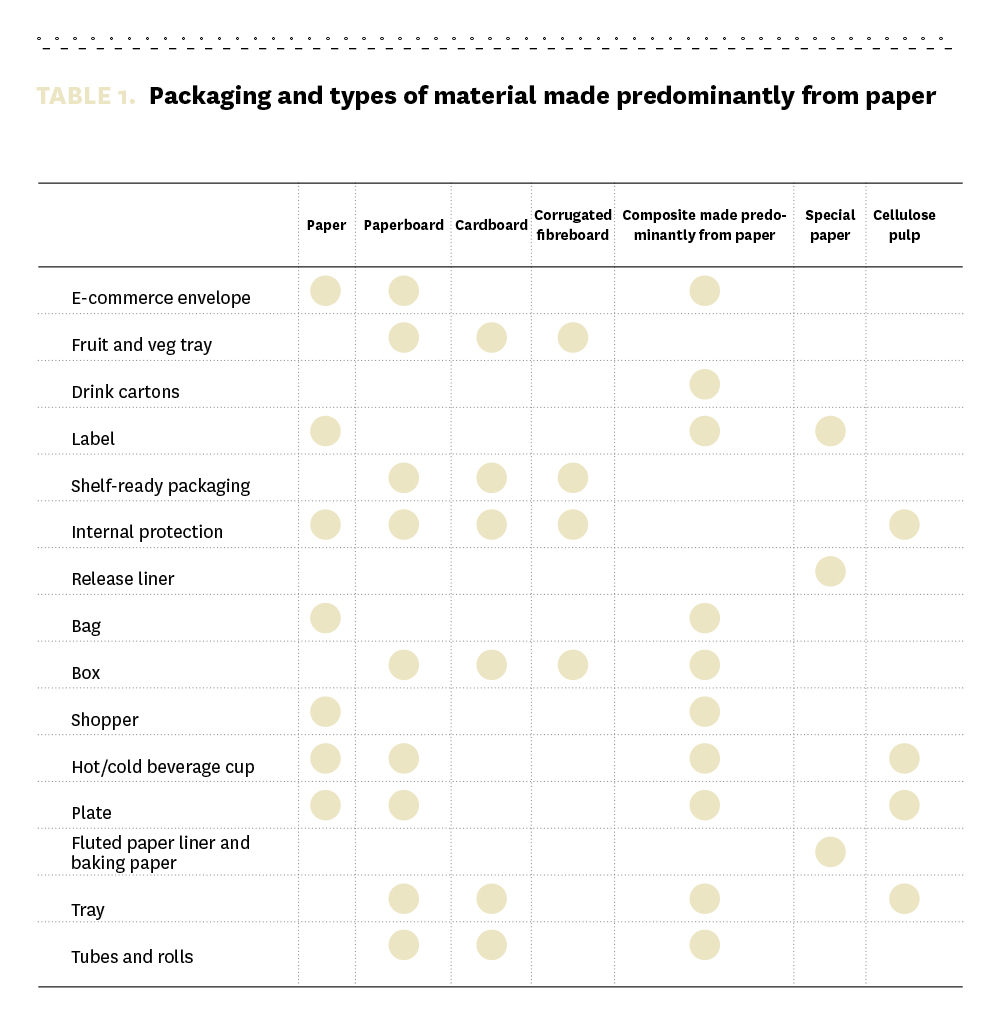
Below (Table 1) is a table summarizing the most common predominantly paper-based material/packaging combinations. Clearly, we should also point out that the various types of packaging featured in Table 1 in no way represent the full complement of packaging placed on the market for consumption.
PAPER
Paper, by its very definition, is generally very thin, which gives the packaging breathability, but poor mechanical performance in terms of tearing and puncture resistance, while resulting in an exceptionally flexible and light end product. Of course, this performance can be adjusted based on the average length of the fibre, as well as the thickness of the sheet of paper used.
Packaging made from paper is generally mono-material, though it may incorporate components made from other materials, such as plastic windows (take, for example, those found on bread bags), making the packaging more functional, in this case by making the contents visible. The downside of mono-material solutions is poor mechanical strength in the event the packaging becomes damp or wet.
Paper-based packaging comes in different sizes and types, the main ones being bags (for fresh products, such as baked goods or fruit and vegetable produce) and sacks (for semi-finished industrial products, by way of example), through to shoppers, self-adhesive labels, and internal protection (paper void fill, linings and paper cushioning).
Long fibres are usually employed in the case of paper bags, sacks and shoppers, offering mechanical strength (kraft paper), while recycled material is generally used for paper fill, with grammage in the 50 a 70 g/m2 range.
PAPERBOARD
Rigid paperboard is thicker than paper, and can withstand greater mechanical stress, while flexibility is more limited.
These inherent properties make it ideal for making products that are self-supporting when moderate compressive loads are applied, such as in the case of units of the same product being stacked on top of each other several units high. Packaging made from rigid paperboard is mostly mono-material, while it may incorporate the occasional non-paper accessory, such as plastic windows.
Packaging products made from paperboard come in many shapes: light cartons (for dry foods, with or without the addition of accessories not made predominantly from paper), boxes (for example, for the pharmaceutical industry, for industrial products or cosmetics), mono-material envelopes for e-commerce (with adhesive strip closures), internal protection such as corner protectors (a number of sheets of paperboard can be bonded together to increase the item's thickness and mechanical strength) and, lastly, reels, rolls, tubes and cylinders (for food products, or for winding flexible material on that is not for domestic use only), and trays (which may or may not be laminated with a layer of plastic).
CARDBOARD
Out of paper, paperboard and cardboard, cardboard is the material with the best mechanical performance, though this is at the expense of thickness and flexibility. In addition, structural performance increases at the expense of the finished product's lightness.
Like with paper and paperboard, one of the most popular solutions - which also proves the best for recycling processes - is the production of mono-material packaging.
Cardboard applications features types of products that are very similar to paperboard packaging, namely: cartons and boxes (for example, for transporting fragile items), internal protection, such as corner protectors and, lastly, reels, rolls, tubes and cylinders (for winding flexible material on that is not for domestic use only).
CORRUGATED FIBREBOARD
Corrugated fibreboard stands out for the sheer variety of applications it can be used in. Indeed, there is ample scope for fine-tuning during the semi-finished product's manufacturing process. The various options - such as the type of paper used - include the number of flutes and their height, inherently determining the end thickness and mechanical properties: puncture resistance, printability, stiffness, etc. It is usually sold in sheets, though it can be found wound on reels where it features a single flute and single face.
Packaging made from corrugated fibreboard is generally light and self-supporting, while it is also frequently bulky. Corrugated fibreboard packaging is generally designed to be stacked and withstand the often considerable weight of both the stacked units and their contents.
The main types of packaging made from corrugated fibreboard are trays (usually meant for fruit and vegetable produce), cartons and packing boxes (secondary/tertiary packaging designed both for storage and logistical purposes within the distribution chain, and for e-commerce), shelf-ready packaging (serving the dual purpose of protection and containment during the product's distribution, and then used to display the product on the store shelf, fulfilling its communicative role), and internal protection items (layer pads, dividers and fitments in general).
COMPOSITE PACKAGING MADE PREDOMINANTLY FROM PAPER
To enable paper-based packaging to be able to cope with liquids, and to improve its gas barrier properties, the paper component is sometimes laminated with other plastic or metal materials. Composite packaging is particularly useful for holding goods that require specific internal atmospheric conditions for their correct storage, whether they be solid foodstuffs - such as biscuits, cold meats or chips - or liquids, like hot beverages or fizzy drinks (take, for example, hot or cold beverage cups).
The lamination is specially designed to give the packaging improved barrier properties, especially in the case of food-grade packaging, which is required to meet statutory purity and composition requirements. The downside, though, is that these properties have a negative effect on the ease of post-consumer packaging recycling.
The paper stock can be laminated on one or both sides with one or more layers of plastic (usually polyethylene - PE, polypropylene - PP, or polylactic acid - PLA), or with plastic layers plus a layer of aluminium, as well as with layers of metallized plastics. Since every application requires different performance, it follows that the number of layers to be placed on top, and the material used for each of these layers, needs to be determined on a case-by-case basis.
Some examples of composite packaging include drinks cartons (packaging for goods such as juices, milk, wine, etc.), sacks and bags (for biscuits, cold meats and industrial material), disposable tableware (plates, cups, and trays), tubes (for products such as crisps), as well as labels and padded envelopes for e-commerce (envelopes lined with bubble wrap and with a waterproof outer layer).
SPECIAL PAPERS
Special papers comprise a layer made predominantly from paper to which other substances and/or materials are applied, either inside the material in question or as a coating, to boost the properties of the substrate.
More specifically, the common types are:
- Silicon-coated paper: during production of this kind of paper, a small percentage of silicone (usually around 3%) is added, enabling the packaging to withstand temperatures of around 200 °C, while also giving it non-stick properties - ideal for cooking food;
- Wax papers: papers coated with wax, often on both sides. Wax gives the packaging water- and oil-repellent qualities, while also increasing its water vapour barrier property. Ideal both for food products and for use in engineering, which involves handling often greased or lubricated parts and products;
- Tar papers: papers coated with a layer of tar, making it waterproof. They are usually used as a lining inside wooden crates for shipping over water.
This type of packaging material is generally sold in the shape of sheets or rolls, or wound on reels, and has issues when it comes to recycling due to the use of materials not made predominantly from paper. In the specific case of silicone-coated paper, it also comes preformed (fluted paper liners) for baking food, as well as in the shape of release liner rolls for self-adhesive labels, which have to be able to withstand the considerable mechanical stress of being put through the labelling machine.
CELLULOSE PULP
Cellulose pulp is the raw material used to produce sheets of paper and is a plant-derived material obtained from logs or chips, by-products of timber processing. In order to obtain an optically white product, the pulp is chemically treated with oxygen and catalysts.
Since cellulose is hydrophilic in nature, cellulose pulp can be waterproofed by coating it with plastic films that can be obtained from renewable or non-renewable sources without distinction, and may be biodegradable and compostable.
Cellulose pulp can also be used to produce paper-based products not made from a sheet, instead pressed or thermoformed directly from the cellulose pulp. The resulting cellulose pulp packaging is usually heat resistant (temperatures up to 200 °C), which means it is commonly used for the food industry.
In addition, because it comes in bale form as opposed to sheets or reels, the end packaging's production processes are basically different from the cutting, folding and gluing processes usually adopted for other paper-based semi-finished items. In this regard, technologies such as moulding and thermoforming make cellulose pulp packaging morphologically more complex than the other types mentioned thus far.
The pulp is used to make boxes (for products such as eggs), inserts (by way of example, used in the electronics industry for packing TVs, laptops and shavers), as well as disposable tableware (such as plates, takeaway trays, bowls, and hot and cold beverage cups).
Boxes in e-commerce
E-commerce is a method of buying and selling goods or services spawned by the development of the internet and online shopping giants. The estimated value of this market worldwide is said to be in the thousands of billions of euros, with a strong growth trend both in Italy and across the globe.
Over the years, the increase in e-commerce has led to greater market globalization, thus affecting the population's shopping habits.
Recently, the percentage growth in digital sales volumes has shone the spotlight on the opportunities presented by this market, as well as its restrictions and difficulties. In this regard, Comieco, in collaboration with Netcomm, have published guidelines for the correct use of packaging in e-commerce.
Products sold through e-commerce channels are shipped inside packaging such as cartons and packing boxes, padded envelopes and bags made from plastic. The packaging most commonly used to ship goods consists in cartons and packing boxes made from corrugated fibreboard. This kind of packaging is produced in different sizes, chosen based on the size of the item it is due to hold. The package to be shipped is generally bulky and needs suitable inserts or fill to protect the goods being transported inside the box.
The various aspects to be taken into consideration, in addition to the glue used to fasten the box's flaps, include the possible use of staples and, above all, adhesive tapes, which are often not paper based (the latter in generous amounts) and, in some cases, the use of plastic transport document wallets. These components can negate the paper mill recycling process - albeit in different ways - as they are not composed of cellulose fibres, thus generating waste to be sent for other forms of recovery.
The collection, sorting and recycling process for packaging made predominantly from paper
Introduction to the recycling chain
Designing means conceiving the end product with an all-encompassing approach. This means design does not stop at working out the details of the shape and function of the packaging, how it is used, how it communicates with the user, or how to make it compliant, it also means being familiar with the whole product life cycle. More specifically, it means being aware of what happens once a product has served its purpose and must be handled and recycled in order to produce new material.
When it comes to packaging - in this case packaging made predominantly from paper - being familiar with the recycling processes is also key in designing packaging that is going to be compatible with said processes. Furthermore, given that Italy is a resource-poor country and hence is dependent on imports to meet its virgin fibre needs, it proves to be in the interests of the whole paper industry - and advantageous for the country's balance of trade - to try and recover as much fibre as possible to be reintroduced into new products by means of recycling processes.
When it comes to design for recycling, it is important for designers to be familiar with and take into consideration the packaging's various end-of-life processes. That way, designers can come up with alternative solutions geared towards the generation of best practices aimed at optimizing the recycling of paper and board packaging products.
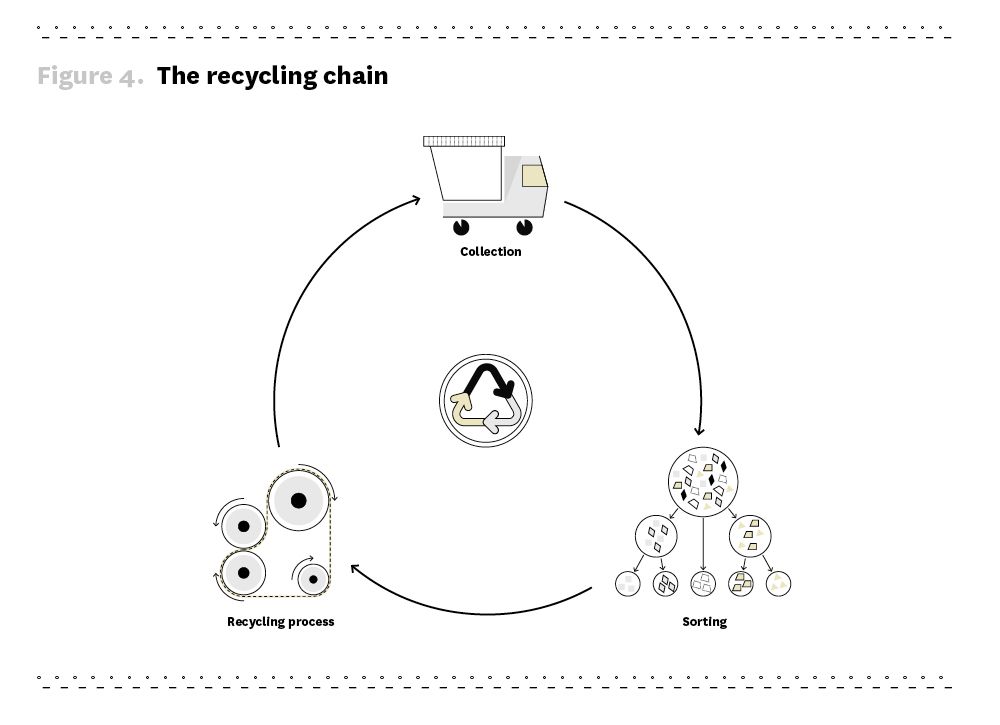
The aim of this section of the document is to provide a basic yet exhaustive description of the activities making up the recycling chain for materials made predominantly from paper, dividing them into three main processes:
- Collection
- Sorting
- Recycling
THE SUPPLY CHAIN IN ITALY AND EUROPE
Paper and board product collection, sorting and recycling are processes that serve to extend the service life of cellulose fibres. These fibres can actually be recycled up to seven times on average before they become too short to be reused.
The material entering the recycling process can come from two different streams:
- From the collection of municipal waste handled by local authorities, which includes all post-consumer products;
- From the collection of industrial streams, made up of industrial packaging and waste.
While municipal waste collected from households regards a diverse assortment of products made from different types of predominantly paper-based materials that require sorting before they can actually be recycled, the industrial waste streams collected comprise a well-defined and coded homogeneous stream of industrial by-products and packaging waste, allowing paper mills to use it without any intermediate steps.
Recycling products that have reached their end of life is essential as, on the one hand, it delivers environmental benefits and, on the other, socioeconomic benefits for the community. These include:
- Direct and indirect benefits for the national economy;
- Generated secondary raw material;
- Energy savings;
- Reduction in carbon dioxide (CO2) emissions.
The direct benefits are closely linked to the economic value of everything that is collected and recovered via the recycling process, and the heat energy or electricity produced with energy recovery processes, while indirect benefits refer to the reduction in pollutants.
In terms of secondary raw material generation, the benefits lie in the recovery of packaging waste and the reduction in the amount of virgin material that needs to be sourced. When we refer to energy savings, on the other hand, we mean the electricity and heat energy produced by waste-to-energy plants. The recycling process results in a reduction in the amount of CO2 - one of the gases deemed responsible for the greenhouse effect - emitted compared to that involved in production using virgin material. Similarly, electricity or heat generation via waste-to-energy processes (energy recovery) produces less carbon dioxide than processes that involve the use of fossil-based material.
Another aspect worth taking into account as part of a broader assessment is that, with the cellulose used being sourced from sustainably managed forests, the plants harvested are continuously replaced with new plants that generate CO2 absorption as they grow.
In Italy's paper industry, the use of fibres derived from recycling accounts for more than half (at least 55%). If we also take into account - again taking just the case of Italy - the fact that there is a limited amount of virgin fibre produced domestically, and that this material, therefore, mostly has to be imported from abroad, it comes as no surprise to learn that the country has become one of the top performers in Europe in terms of the collected and recycled fraction, and has already exceeded the target set by (EU) Directive 2018/852 for 2025.
Across Europe, too, paper and board are the materials with the highest recycling rates, and these rates go up even further if we take just packaging made predominantly from paper.
Recycling drinks cartons
Paper-based composite packaging requires specific conditions for recycling as it is made from different materials that cannot be separated from each other by hand. Paper mills manage to recover cellulose fibres by separating them from other materials.
Recycling this packaging is very important as the cellulose content is highly valued, being made up of long fibres that can be processed and recycled time and time again before they lose the minimum structural properties required to generate pulp and be reused in new products.
Consequently, this type of material constitutes a source of secondary raw material to be exploited to the full. In this regard, there are currently two paper mills in the Italian arena capable of processing and recycling composite packaging made predominantly from paper designed to contain liquids: mostly the aforementioned drinks cartons. These two mills alone, in 2018, managed to process about a fifth of the total amount of drinks carton packaging sent for recycling, while also announcing that they plan to double this amount by strengthening the link between the various players in the recycling chain handling products made predominantly from paper.
Compostability in Italy
Recent studies have shown how giving packaging barrier properties against liquids, lipids and gases, or against the possible migration of contaminants, has led to an increase in the market share relating to biocomposite multi-material packaging made predominantly from paper, although it still accounts for only a very small percentage of the total volume of packaging made predominantly from paper.
The packaging in question comprises a paper-based material laminated with bioplastics. With the use of these materials, paper can be enhanced with new functions, without interfering with its inherent properties as a biodegradable organic material. The use of these materials means that paper packaging that is contaminated or has organic residue on it that would usually preclude its recovery through recycling, can instead still be recovered within the organic waste supply chain.
On the subject of bioplastics, we should specify that the term includes several families of materials featuring different properties:
-
Biobased: a material derived at least in part from biomass; examples of plants from which biobased materials can be obtained include maize, sugarcane and hemp;
-
Biodegradable: biodegradability is the property of a material to be converted to simple substances such as water and carbon dioxide by means of a chemical process, through the action of microorganisms, within set time limits.
Please note that the two properties mentioned above are mutually independent as there are materials derived from biomass that are not biodegradable (e.g. Polyethylene Terephthalate obtained from renewable sources, bio-PET), and petrochemical-derived materials that are biodegradable (e.g. Polycaprolactone, PCL).
We should also underline the difference between compostable and biodegradable: while all compostable material is biodegradable, not all biodegradable material is compostable. This is because compostable materials become biomass, while the same is not necessarily true of biodegradable materials. Standard EN 13432, for example, specifies that a material, in order to qualify as compostable, must:
-
Break down into carbon dioxide by at least 90% within six months (to be tested as set out in standard ISO 14855)
-
Disintegrate into small fragments measuring less than 2 mm when placed in contact with organic materials for three months (to be tested as set out in standard ISO 14045)
-
Not have negative effects on the composting process
-
Demonstrate low concentration of heavy metals added to the material
-
Demonstrate pH, nitrogen and phosphorus values, and amounts of other substances, within the set limits.
These factors are key when it comes to designing packaging, as the choice of material inevitably affects the end product's end-of-life options. While the packaging's predominantly paper-based materials make recycling the preferred option, compostability - subject to certification to current standards - is a viable alternative, specifically for packaging made from paper in direct contact with moist or greasy food, given the existence of industrial aerobic composting plants capable of suitably handling this kind of packaging's end of life, at least as long as the waste percentages entering the organic waste stream are on a par with today's values.
When considering this kind of packaging's end-of-life destination, it is worth bearing in mind these two points:
-
Any bioplastic layers are processed in paper mills as traditional plastic and, as such, contribute to the production of pulper rejects usually sent for energy recovery, meaning they are treated no differently to a traditional paper/plastic laminate;
-
Where the application in question concerns disposable food packaging - which has stricter recyclability limits linked to contamination with food residue - the paper/bioplastic lamination makes it potentially suitable for organic waste collection and recyclable via the organic waste process. To this end, though, it is always best to verify the actual biodegradability and compostability of the whole finished packaging as set out in standard UNI EN 13432.
Collection
SEPARATE COLLECTION OF POST-CONSUMER PACKAGING
Separate municipal waste collection - which includes the collection of packaging made predominantly from paper - is organized and handled by the local authorities, who determine the relevant procedures, which therefore vary across the country from area to area. The consumer plays a crucial role in source separation and hence in ensuring packaging waste is sent for recycling.
It is worth remembering, then, that the packaging's design can be a significant aid to local authorities by promoting source separation, helping users perform their waste separation duties, disposing of packaging into the correct recycling stream.
We should also point out that packaging made predominantly from paper and similar fractions make up the second largest separated waste fraction in terms of the quantities collected nationally - amounting to almost 3 and a half million tonnes in 2018 - beaten only by the organic fraction (organic household waste and green waste). The data for this fraction show an uptrend over the years, with values having more than doubled compared to values pre-dating the new millennium.
COLLECTION OF PACKAGING FROM THE INDUSTRIAL SECTOR
Unlike municipal waste collection, material collected from the industrial sector can come from businesses, from supermarkets and retail chains, from the newspaper industry, from box factories, or from any company in the industrial or service sector where packaging made predominantly from paper is used in at least one of their operations.
Used packaging is collected and taken to sorting facilities - who handle the next stage - through a dedicated channel that involves the use of containers, compactors or - especially for supermarkets and retail chains - the use of bales tied with metal or plastic straps.
Part of these streams may then be introduced into the municipal waste stream as a result of the local authorities' decision to combine commercial and municipal waste. These are typically streams from small and craft businesses.
Shavings and, in general, rejected material and scrap generated by paper-transformation and printing processes are another matter. In this case, since the discarded materials in question come from an industrial process without being its primary purpose, they do not require any sorting and thus qualify as by-products. These materials are not regarded in any way as waste and are typically sold directly to paper mills (the same mill that supplied the paper is often the one to collect the shavings and recycle them) or sold through brokers.
Sorting
Given the different nature of municipal streams compared to commercial and industrial streams, they are processed separately. Material intercepted in commercial and industrial streams, for example (scrap, products not released onto the market, packaging from supermarkets and retail chains, etc.), proves more homogeneous. Consequently, these streams can generally be assigned recycling grade numbers associated with higher grades than those assigned to material coming from the source-separated municipal waste stream.
Below is a diagram and relevant description of an advanced sorting process: the term advanced is used as it also employs automated sorting technologies.
SORTING OF POST-CONSUMER PRODUCTS MADE PREDOMINANTLY FROM PAPER
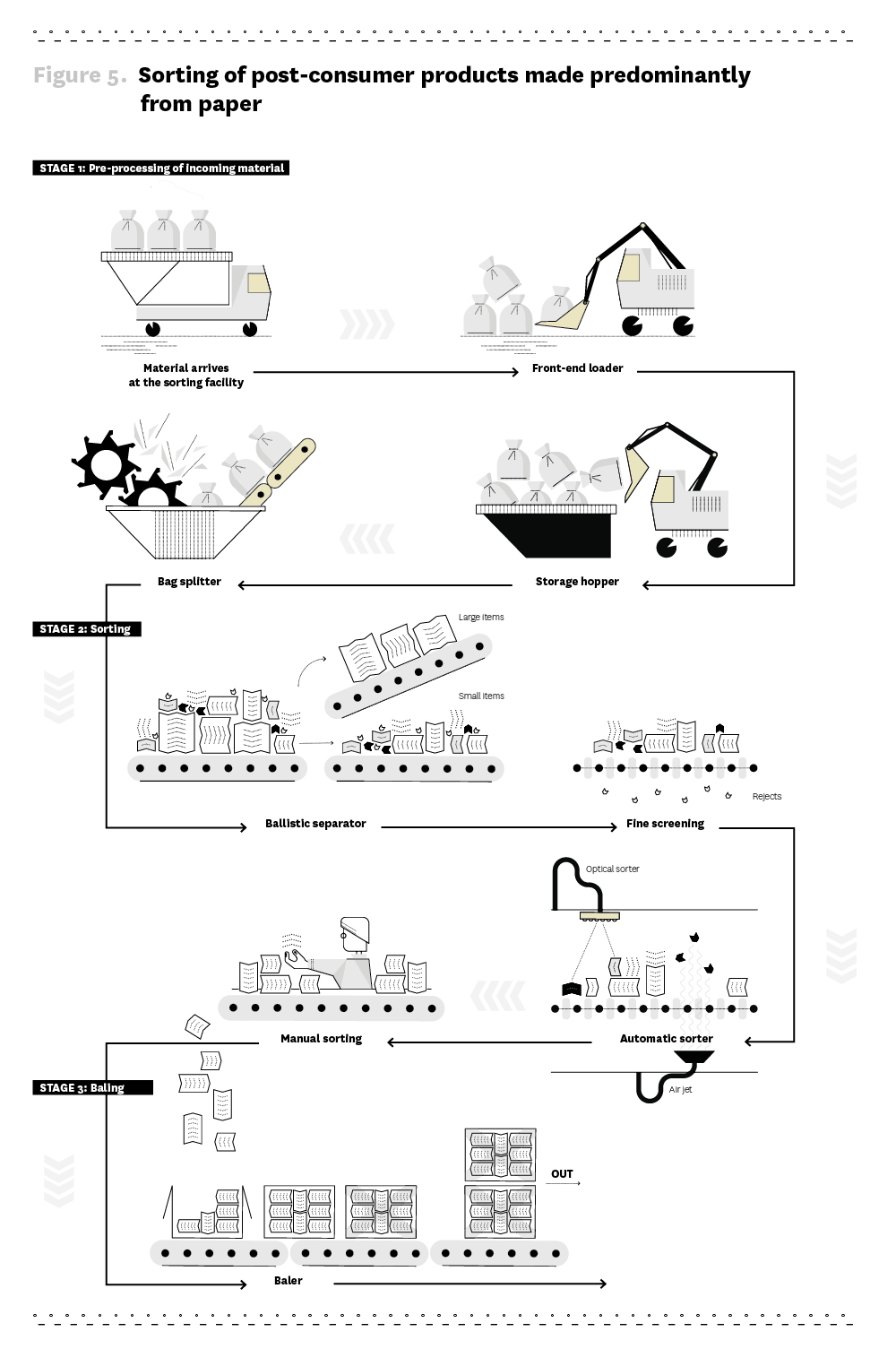
STAGE 1: Pre-processing of incoming material
- The material coming in from municipal waste collection is brought to the facility and off-loaded onto the plant's tipping floor. An operator uses machinery to handle the above-mentioned material, transferring it to a storage hopper.
- The material is carried on a conveyor belt from the storage hopper into a special piece of equipment that automatically opens any bags (plastic or otherwise) used for collection. This step allows the subsequent stages to reduce the amount of rejects to be sent for other forms of recovery.
STAGE 2: Sorting
- The material continues its journey through a ballistic separator that uses reciprocating motion to pre-sort the material based on the size of the pieces of paper and board. More specifically, the material that does not fall through the openings - namely, the larger items, referred to as overs, usually ranging from 20 to 30 cm in diameter - is generally corrugated fibreboard. This means best practice is to ask consumers not to break corrugated fibreboard products up into small parts, thus reducing the amount that gets through the ballistic separator's openings.
- Everything that counts as medium to small in size continues its journey along a conveyor belt for a fine-screening process, whereby any small items - which are usually not made predominantly from paper - are separated.
- Next comes an optical sorter via which the material can be sorted into specific colours - or plastic (if any) separated out - by means of an air jet that sends it to a specific form of recycling (in the case of coloured/white paper and paperboard), or disposal/recovery (in the case of other materials).
- Lastly, manual sorting removes any foreign matter that has not yet been rejected, ensuring that the resulting material meets the quality requirements set by the paper mill. In addition, operators can separate specific paper for recycling grades based on market demands.
STAGE 3: Bailing
- The last stage entails baling the processed material to produce a sales unit that is easy for machinery to handle and for transporting to the paper mills.
Consequently, a conveyor belt carries the material into a baler that presses it and binds it with metal straps. The resulting product thus comes in the shape of a unit roughly one metre in size (although length can vary depending on the sorting facility) and weighing around 1200 kg. - Once the process is complete, the bale is stored until it is sold to a paper mill.
SORTING OF INDUSTRIAL PRODUCTS MADE PREDOMINANTLY FROM PAPER
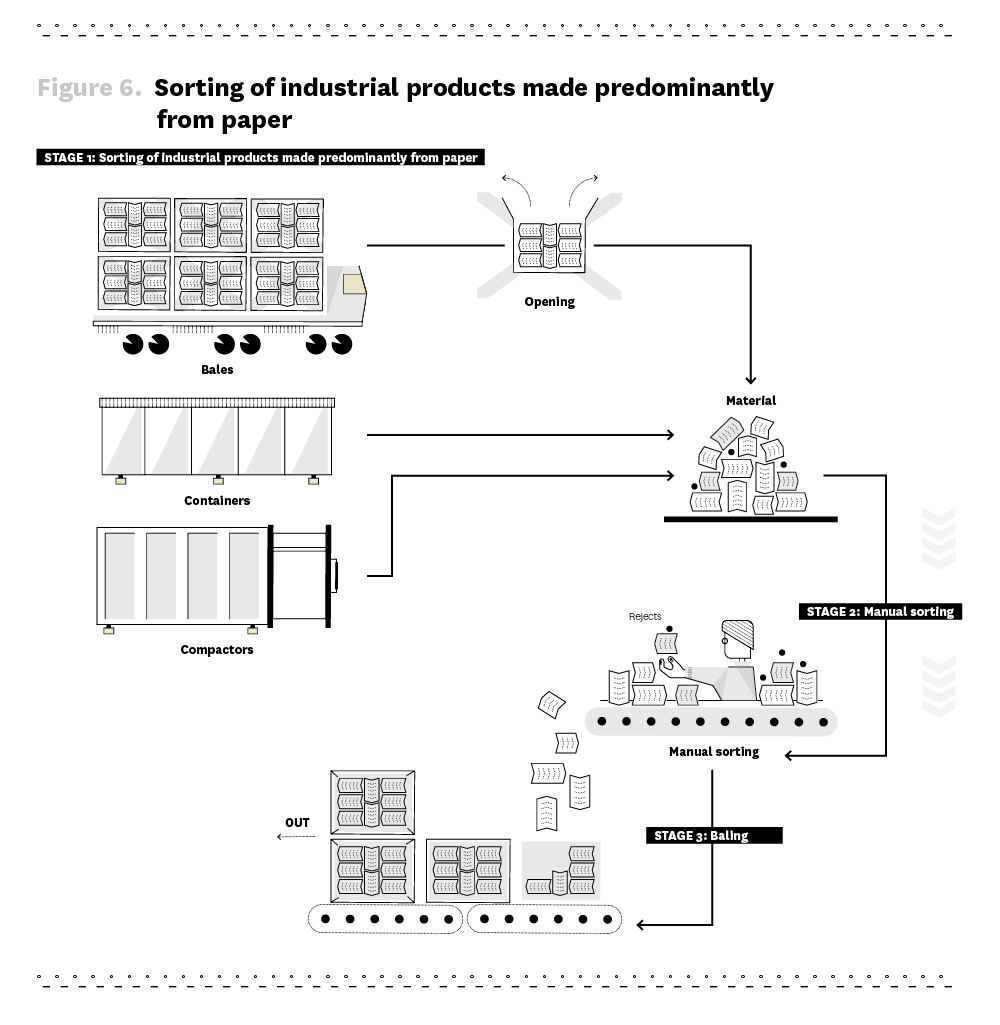
STAGe 1: Manual sorting of incoming material
- Any bales of material collected from the commerce and industry circuit are opened. This typically occurs when the stream comes from supermarkets and retail chains and from businesses in general. Otherwise, the material is moved straight onto the next stage.
STAGE 2: Manual sorting
- Operators remove by hand any products spoiling the lot, ensuring that the material meets the standards of quality demanded by the paper mill.
STAGE 3: Bailing
- A conveyor belt carries the material into a baler that presses it and binds it with metal straps. The resulting product thus comes in the shape of a unit roughly one metre in size (although length can vary depending on the sorting facility) and weighing around 1200 kg.
- Once the process is complete, the bale is stored until it is sold to a paper mill
Paper mill recycling process
STAGE 1: Recipe formulation and pulping
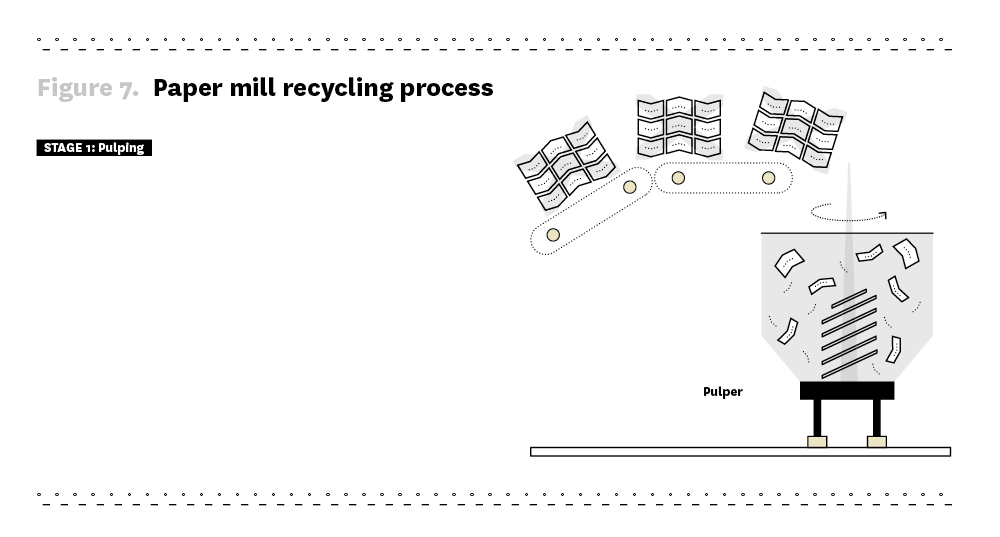
- The recycling process starts with formulating the recipe for the slurry to be processed and loading the required quantities onto the conveyor belt. The material is loaded in bale form, as it arrives from the sorting facilities. The recipe is a mixture of different types of pulp.
- The amounts loaded onto the conveyor belt are introduced into the pulper, which then separates the fibres. This is generally a mechanical process (involving a rotor located on the bottom of the equipment), and may be aided with chemical treatment. Nowadays, this recycling process is seeing a growing amount of packaging and products made from recycled paper. So, to avoid the fibres breaking too much, the fibre processing time and relevant temperatures are being reduced. Consequently, with the option of recycling more complex materials, such as paper-based composites, the process itself is also becoming increasingly complex, hence:
- Longer retention times are required to process stronger materials, such as fruit and vegetable produce trays;
- Shorter retention times prove better suited to less structured products, such as sheets of paper or shoppers that would otherwise have their fibres broken down, shortening them too much and hence resulting in poorer quality.
A pulper generally works at low temperatures, staying under 40 °C.
STAGE 2: Pulp refining
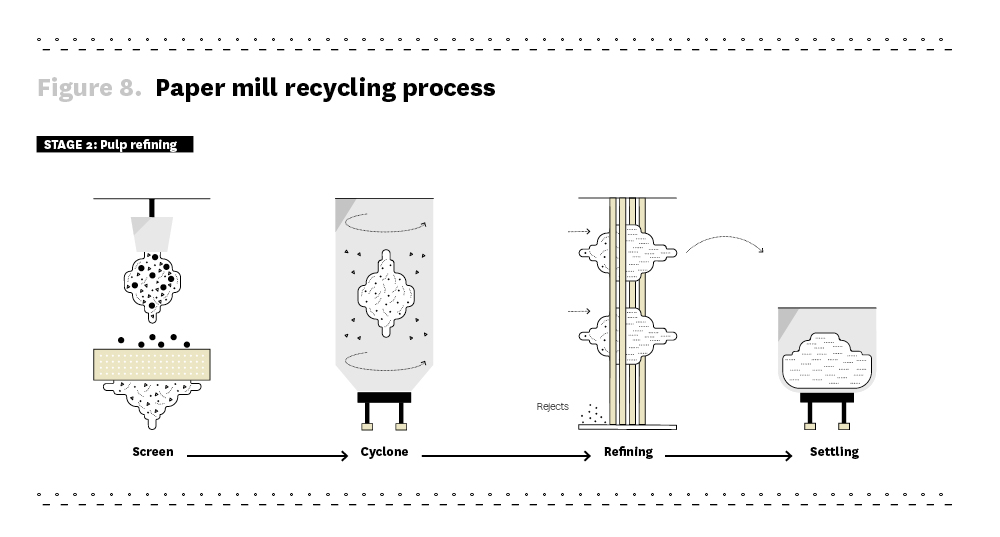
- Once slushed, the pulp is sent through a screen made up of holes measuring approx. 14 mm in diameter. The purpose is to eliminate any contaminants in the bales introduced into the pulper.
Another fraction of material that is rejected by this initial screening process is made up of all those products that can be only partially pulped, or have not been pulped at all, and this can include products laminated on both sides, composites and adhesive tapes.
- Anything that does not make it through the screen is transferred to a concrete mixer, inside which it is rinsed and then collected and treated by the paper mill as waste.
- The water-based mix (approx. 95% of which is water) that instead makes it through the screen is then sent to a series of cyclones (cleaners). Here, any small foreign matter - such as bits of broken glass, metal fragments, etc. - that would interfere with the papermaking process is separated by gravity.
- Rejected material is collected and then treated as waste.
- The material that makes it through this stage is processed in a number of steps through a basket with smaller and smaller slots for more thorough screening of the pulp.
- Rejected material is collected and then treated as waste.
- These steps are also effective in separating out any non-soluble adhesives and glues to stop them ending up in the paper at the end of the new sheet forming process. These materials are handled like the other kinds of rejects
- At this point, in some cases, a refiner is used that - with bars set approximately 0.1 mm apart - expands the fibres, resulting in a reduction in the porosity and elasticity of the paper that will be produced with said material, and thus enhancing its mechanical properties.
- The fibre suspension is transferred to the mixing chest, where specific substances are added to it, such as:
- Optical bleaching agent
- Bactericide
- Fillers (kaolin and calcium carbonate dispersion in water) to increase opacity and smoothness
- Cationic starch solution to bind the paper pulp's anionic fibres
- Glue (sodium resinate), this is a pine extract used to enable the ink to set on the paper
- Cationic polyacrylamides, as coagulants
- Lastly, the slurry is conveyed into an area where it is allowed to settle and blend; this process levels out consistency and allows the fibres to absorb the water.
STAGE 3: SHEET FORMATION AND DRAINAGE
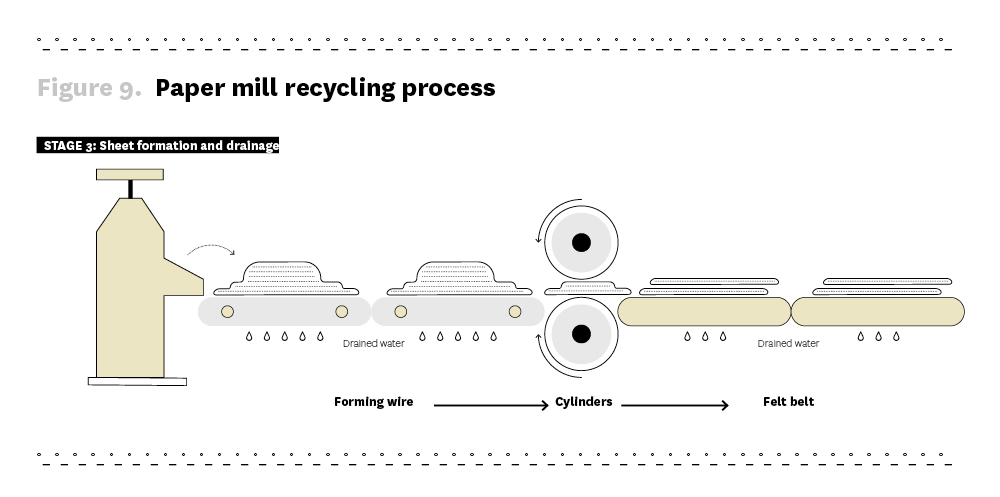
- At the end of the pulp preparation area, the paper sheet forming process proper starts: a (99%) water-based fibre slurry is placed on the flat deck (also known as the forming wire) inside the headbox. In this machine, the slurry is distributed perfectly uniformly and evenly across the wire, trying to avoid imperfections of any kind due to foaming or the formation of eddies.
- The wire - which travels at speeds as high as 100 km/h in some cases - allows the slurry to drain, thus progressively losing most of the water it contains and encouraging the cellulose fibres to mesh together, since at the forming stage, the sheet still does not have its final consistency or mechanical properties.
- To remove additional water, the sheet is fed through pairs of counter-rotating cylinders where it is pressed, through suction boxes and through wet-end presses.
- The sheet of paper leaves the wire and is switched to a felt belt, which absorbs further water, leaving the sheet with approx. 45% solids.
STAGE 4: Drying, surface treatments and winding onto reel
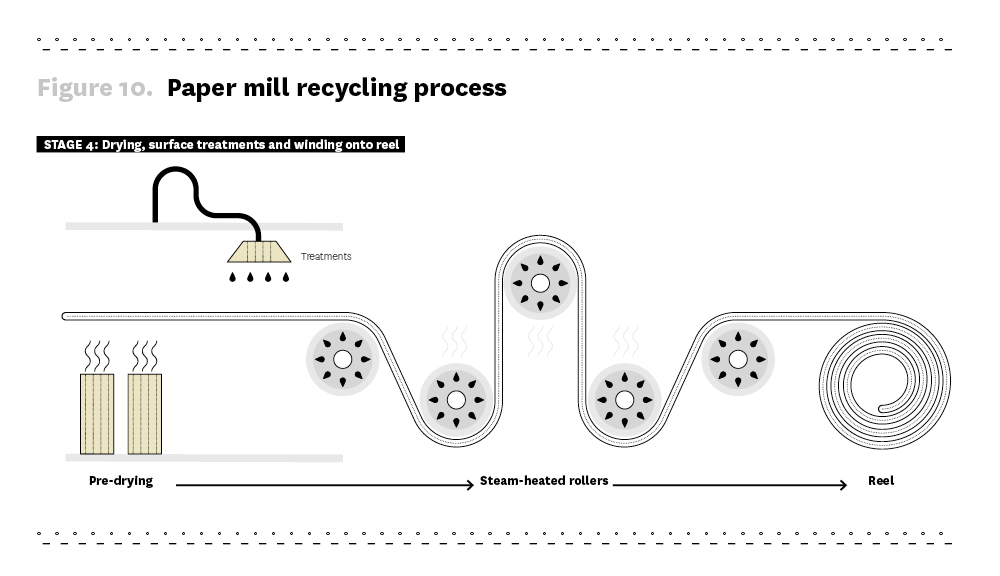
- The material is then processed in the pre-dryer, where the moisture content is reduced.
- This allows the sheet to be treated, at a later stage, with a water-based starch solution (potato/maize flour, etc.), optical bleaching agents and surface sizing agents.
- To eliminate any remaining excess moisture - added during the last treatment - and leave approx. 5-6% solids (where the finished product finds its balance), the sheet of paper is fed through the dryer, which consists in a series of rolls through which high-pressure steam is sent at a temperature in excess of 100 °C.
- In order to increase surface accuracy and relevant finish, the sheet can be calendered: through the mechanical action of rolls, the surface of the paper is smoothed and hence made extra glossy.
- For increased printability, the sheet can be coated, by applying substances to the surface of the sheet such as calcium carbonate, kaolin and gypsum, held together by a binder, resulting in a uniform, dense surface capable of absorbing ink evenly.
- The last step is winding the paper onto reels and, where necessary, re-reeling to split the roll into smaller rolls.
Notes on pulper rejects and on treatment water
Pulper rejects are one of the main kinds of waste generated by the paper recycling sector. Pulper rejects are inevitable and are made up of non-paper or non-pulpable materials found in the recycled feedstock that cannot be recycled in paper mills. They are separated from the pulp by means of one or more actions:
- Force of gravity;
- Centrifugal force;
- Uso di screens.
Despite new solutions being tried out, pulper rejects are destined for landfill or for energy recovery in special waste-to-energy plants.
While rejects account for only a minority fraction of the total amount of material introduced into the pulper, the ensuing effects can be considerable: for example, if the non-paper fraction in the pulper holds on to the fibres, not allowing them to detach, then the whole pulp might have to be rejected.
As already pointed out, recycling is a water-based process. Despite the fact that technological progress has led to significant savings in terms of the consumption of this raw material - with a process water recycling rate that can top 90% - there are still steps in the recycling process that require substantial amounts of water per unit of paper produced. Consequently, managing its treatment before it is reused or discharged into surface water is a hugely important part of the process.
Post-process water is conveyed into a tank where the fibre fraction is recovered by means of a semi-flotation process: air bubble generators inside the tank allow lighter fibres to be carried to the surface, where an instrument scoops them up. A similar process takes place on the bottom of the tank, where the heavier fibres are recovered.
The water then goes through a sequence of aerobic treatment steps, possibly followed by an anaerobic stage, and settling. After this, the water can be discharged or reintroduced into the papermaking cycle, depending on the paper mill's needs. Treatment sludge thus constitutes a typical sort of waste, although in some cases it can be reused in the papermaking process.
While pulper rejects are mainly destined for energy recovery, rather than being landfilled, paper mill sludge can also be used for environmental rehabilitation projects or employed in other sectors, such as the concrete and brick industry. In some cases, the fibres it contains may even be downgraded, hence the sludge produced by certain paper mills may be used by other paper mills.
Design guidelines for facilitating the recycling of packaging made predominantly from paper
General design principles to facilitate recycling
When it comes to paper and board products and, more specifically, packaging made predominantly from paper, the first thing to consider is that - despite this material having anything up to 7 "lives", each time becoming part of a new product as part of a closed process (from paper mill to paper mill) - the average "life" of the fibre in Europe comes in at 3.6, while globally this value drops to 2.4. Consequently, it is imperative that every effort be made to exploit the material used, keeping the cellulose fibres in the supply chain for as long as possible before they are finally disposed of for good.
In the coming sections, we will be setting out design guidelines that facilitate the recovery of cellulose fibres in end-of-life packaging, in order to foster greater circularity in the industry. There are actually various factors that affect the recyclability of packaging made predominantly from paper, from correct waste separation by consumers through to sorting and recycling processes, with possible technological or technical limitations.
As a general rule, for example, opting to use recycled material, where possible, is almost always a good option. This then becomes an outlet for the feedstock sourced from waste collection processes and helps to boost the industry's already high circularity. The deterioration that the fibre undergoes during the course of its use, however, prevents the cycle from being closed entirely, hence requiring virgin fibres to be introduced into the papermaking circuit. While at first glance the fibre's "transience" may seem to restrict its circularity, it is worth pointing out that once the fibre has reached the end of its service life, it is still a biomass that can play a role in the wider and more complex natural carbon cycle.
That said, we should not lose sight of the fact that no design can be successful without giving careful consideration to the type of content the packaging is due to hold, and its relevant characteristics, which is key to ensuring the packaging fulfils its functions to the greatest extent. Moreover, aspects such as consumer safety and fulfilment of regulatory requirements are equally important priorities.
Lastly, we must stress that the following guidelines should be regarded as localized, pertaining as they do to the current situation in Italy and relevant technology. Consequently, the document may be revised and updated to reflect advances in technology (in terms of recycling processes), radical innovations (in terms of products), or more stringent regulations affecting the recycling chain for packaging made predominantly from paper.
The players in Italy's recycle chain
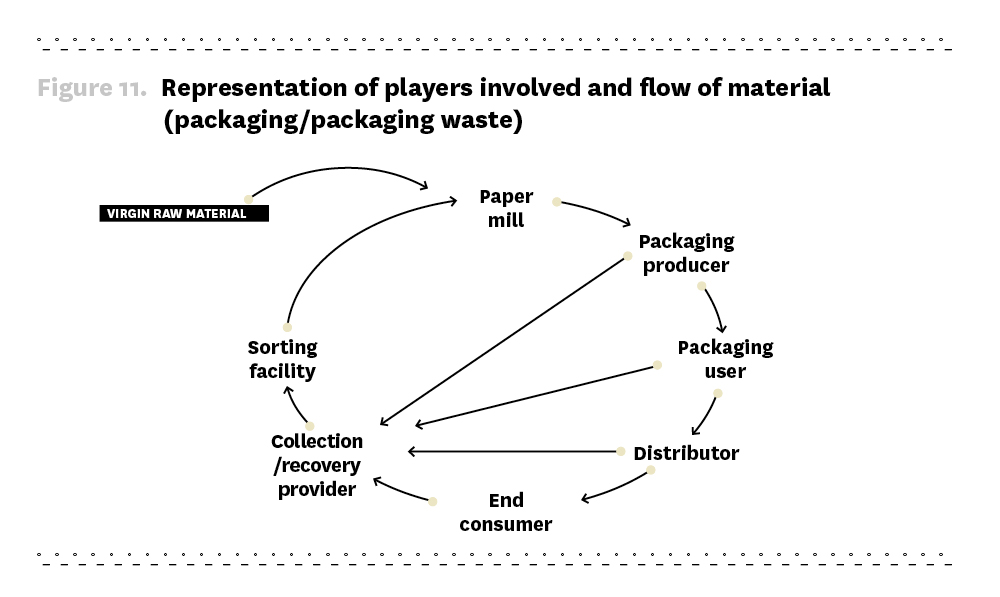
We cannot talk about packaging without first describing the various players who interact with it during its life cycle. As we can see from Figure 4, there are multiple parties involved and they generate a flow of material - in terms of products and waste - that certainly highlights the circularity of the paper world. It is also essential to point out that, this being a chain of business relationships, each player responds to requests submitted by other players. By way of example only, we could cite the case of producers of packaging requesting paper mills to provide the raw material with specific properties in terms of quality.
Below, therefore, we will be describing the various players, attempting to explain the requirements that affect the design of packaging made predominantly from paper.
RAW MATERIAL PRODUCER
In the case we have analysed, the raw material producer is the firm in the business of making paper intended for producers of packaging. In the paper world, the raw material producer is the paper mill.
Depending on their intended output, paper mills use both virgin material and recycled feedstock in the production of raw material. Paper mills, though, are also companies responsible for the last stage in the paper-based packaging's life cycle, namely the recycling process (for a more detailed description, refer to the Mill recycling process section in chapter three). The packaging's design has a great impact on the actual processability of the material at the end of its life and on its recycling yields, especially when it comes to the presence of non-paper materials and accessories in the packaging, and the configuration of layers in composite materials.
These critical factors are linked to the fact that anything that is not paper is not going to become paper, quite the contrary: it results in process waste (so-called pulper rejects) that is hard to handle and manage.
PRODUCER OF PACKAGING
Once we have the raw material, it is generally converted by producers into a semi-finished product, to start with, and then packaging. Producers of packaging are suppliers of packaging materials, manufacturers, converters and importers of empty packaging and packaging materials.
Some companies purchase raw materials (or semi-finished products) to produce packaging designed to contain goods manufactured by these same companies, in which case we have so-called "self-producers".
Producers of packaging, when procuring raw material, are mainly interested in the quality of the raw material used and in the technological limits of the semi-finished products' machinability.
RAW MATERIAL USER
The packaging user is the company that purchases packaging in order to fill it with goods manufactured by that same company.
The user, therefore, is the player who has the most say in defining the technical and printing specifications of packaging destined to become the instrument used to deliver their goods (products they have manufactured) to the market.
Clearly, the user's focus and demands will differ depending on whether the paper-based packaging is due to be used as tertiary, secondary or primary packaging for the product it is tasked with delivering to the market.
For tertiary packaging, the focus will mainly be on mechanical properties, namely stiffness and the ability to absorb impact. Secondary packaging, in addition to the above-mentioned properties, will also be shaped by other aspects associated with technological properties. Lastly, for primary packaging, the greatest focus will be on chemical and physical properties, which must be consistent with the content the packaging is due to hold, with how it needs to be protected, how it will be used and, in addition, how it can adequately deliver on the "aesthetic" front in line with the brand.
DISTRIBUTOR
The distribution chain includes logistics, traders and supermarkets and retail chains, namely the series of activities concerned with the storage, transport and distribution of the packaged product to the points of sale.
While still fairly limited in Italy, the e-commerce market is growing and stands out from the retail system in that it takes the point of sale virtual, making it a web-based portal.
Distributors are concerned with various packaging performance characteristics that are key to the efficiency of their operations, including:
- Guaranteed production protection
- Lengthy shelf life, both for the packaging and for the contents in order to be able to manage storage and transport time frames
- Optimizing the number of units contained
- Optimizing overal dimensions for transport purposes.
END CONSUMER
The end consumer is the person who purchases or imports packaging or packaged items or goods for their own use, and not for the purpose of carrying out their business.
Consumers make their preferred product selection when purchasing, and use the item purchased, disposing of the packaging, which thus becomes waste to be sent off to the correct recycling chain.
For the packaging to fulfil all its functions properly as the product is being used by the consumer, it is essential it provide clear communication, efficient transport, and protect and store the products correctly.
COLLECTION/RECOVERY PROVIDER
This refers to all activities involved in collecting waste, whether municipal solid waste or waste from the commerce and industry circuit.
On the municipal solid waste collection front, it is typically local authorities and/or city-owned companies who are responsible for collection; while on the commercial and industrial front - in addition to a number of city-owned companies that have become integrated in the supply chain - there are private players, too, some of whom even operate nationwide across Italy. The profit that all these players stand to make is linked to the quantity and quality of the separated waste whose collection they organize, on which they depend to maximize earnings that come from the prices paid by ANCI-CONAI, i.e. the market value of said waste.
Since the activities are associated mainly with the physical handling of waste by means of a special organizational/structural system, this player's main requirements are:
- Reduced bulk of packaging waste
- Easy of campaction
SORTING FACILITY
In Sorting Facilities (SFs), packaging waste brought in through source-separated municipal waste collection is separated and sorted into like materials. Downstream from the processing operation, various kinds of sorted waste are obtained, in compliance with the paper for recycling grade numbers laid out in standard EN 643.
SFs also receive used packaging from industry, from small-scale retail, and from supermarkets and retail chains. Since this material is more homogeneous in composition and less prone to impurities, it does not undergo the full sorting process (for more in-depth information, refer to the Sorting section in chapter three).
Technological limitations on the sorting process and the presence of non-paper materials and accessories in the packaging have a great impact on the sorting process.
PRODUCT SAFETY AND DURABILITY
Product safety and durability requirements are a priority. Once it has been ascertained that these requirements have been met, various other considerations come into play, including those linked to the environment and the packaging's recyclability.
In the event these issues cannot be addressed - because the packaging is necessarily complex due to the performance it is required to deliver, or the type of contents - it proves important to prevent it having a negative effect on the existing sorting and recycling processes that the packaging will end up in.
These considerations are to be approached in a manner tailored to the requirements of each individual case since packaging belonging to different types (see chapter 2, Packaging made predominantly from paper) - and even packaging belonging to the same type, such as trays for food products, for example - may incorporate a wide range of different composites, paperboard weights and printability properties, depending on the contents and the performance it is required to deliver.
Consequently, the designer and converter or user should closely examine the effects the solution they are choosing or designing will have on the recycling process so as to determine its impact on the whole supply chain. In addition, the greater the amount of space that the packaging will take up once on the market, the more thorough the parties should be in these evaluations, as greater market shares result in greater waste fractions that will have to be managed.
Above all, the packaging must ensure that the product's qualities do not deteriorate over time and/or that its shelf life is not affected.
Durability requirements have changed radically in recent decades in the wake of social, economic, market and demographic changes. The reduction in family size, changes in demography, along with globalization and changing consumer habits, have resulted in profound changes in packaging design and the performance demanded of it, above all with a view to reducing the amount of food waste. Companies are going for packaging, for example, that ensures longer shelf life and smaller portions of product placed on the market. This solution is credited with being one of the actions with positive effects in the fight against food waste.
FACILITATION OF RECYCLING: CONAI PREVENTION LEVER
The CONAI prevention lever that these guidelines are based on regards the facilitation of recycling, which is defined as "Simplifying packaging's recovery and recycling stages, like ensuring the different components can be separated." With material recycling targets being set higher and higher - according to European Directive 2018/852, the amount of paper and board recycled must be equal to or higher than 75% and 85% by the end of 2025 and end of 2030 respectively - it is clearly imperative that the matter be addressed sooner rather than later and that issues during recycling are avoided so that the amount of waste can be reduced, and hence a considerable fibre fraction can be salvaged and reintroduced into new production cycles.
Designers are thus required to assess and weigh up the various factors in play in order to meet the requirements dictated by regulations, customers, consumers, the market, as well as by the very products that the packaging is meant for. Being aware of what has the potential to simplify the recycling process for products made predominantly from paper, designers will be able to do their part in promoting greater circularity in the economy, ensuring social, environmental and economic benefits.
HOW TO USE THE DESIGN GUIDELINES
The following is meant as a starting point for companies and professionals in the business of developing packaging made predominantly from paper. The subjects we will be covering concern critical issues that can be encountered in sorting and recycling processes handling products collected either through source-separated municipal waste or from the industrial network in the form of by-products or rejects. Since it is not possible to cover each product individually, or for that matter draw up a list that includes every type of product, the coming sections cover a selection of possible factors to be taken into consideration that concern broad product groups covering most cases.
More specifically, we will be looking into issues regarding composite materials, adhesives, residue and emptying, components added for accessibility, and inks.
Where deemed necessary, we have supplemented the discussion with case studies relating to existing products that represent a case in point. They are drawn from specific interviews conducted with companies operating in various fields that use packaging made predominantly from paper to contain, protect and transport their products, and present them to the user or consumer.
Guidelines across Europe and the world
The guidelines presented herein have been compiled for the recycling chain in Italy. However, it is clearly unrealistic to think that these guidelines apply only to businesses and professionals - at whom this document is targeted - here in Italy.
As mentioned in Chapter 1 (Introduction), there are already guidelines published by other parties operating in other countries and these have also been taken into account in defining the following design guidelines. This in-depth analysis also aims to make reference to and schematize the contents of said documents in order to appreciate any differences between the various situations.
More specifically, with reference to Europe, we will cover the guidelines and design recommendations published in Belgium, Holland, the UK and Spain, while, on a global level, we will be looking at South Africa and the US.
Below is a table (Table 2) showing the broad categories of interest:
-
Plastic components (Plastic materials)
-
Composites and multi-layer materials (Laminates)
-
Other types of coating (Coatings)
-
Paper coated with silicone or other substances (Special paper)
-
Relation with residue due to incomplete emptying or contamination (Contamination and Residual content)
-
Inks and/or varnishes (Inks/Varnishes)
-
Fastening systems, including adhesives and tapes (Adhesives)
-
Use of fibres from other non-traditional sources, like bamboo, hemp and bagasse (Fibres from other sources)
Further details on the content of these documents are given in the further information tables for each section below. The guidelines given in the further information tables are translations and/or paraphrased versions of the information given by the respective foreign organizations.
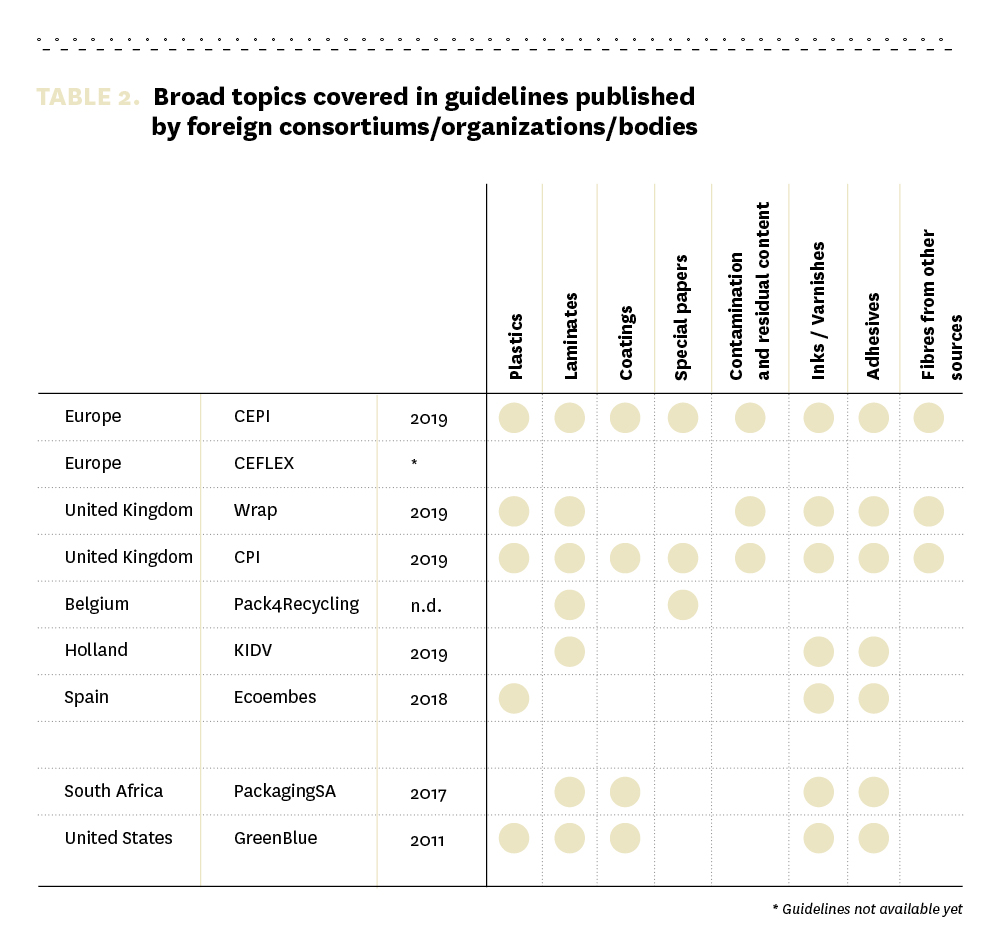
-
Broad topics covered in guidelines published by foreign consortiums/organizations/bodies.
Plastic components
Plastic is the main material used in the lamination of paper-based packaging and in its processing, consequently it is also the material most frequently found in paper mill waste. This section will cover all plastic components of packaging made predominantly from paper, while composites and laminates will be covered in a separate section herein (see 4c - Composites, laminates, coatings and special papers). Other components not made predominantly from paper can be found in 4f - Fastening systems and adhesives.
Plastic parts are mainly adopted to allow the user to see the packaging's contents (since paper, paperboard and cardboard are opaque or, at the very most, translucent, mainly depending on how thick they are), as well as to provide the packaging with additional features. Depending on the content-specific needs, various types of plastic can be used in packaging made predominantly from paper.
In light of the characteristics of the sorting process, on the one hand, and the papermaking process using recycled feedstock, on the other, these materials are regarded as unwanted and hence as waste, regardless of the type of plastic used. Consequently, it does not matter whether biodegradable, compostable or petrochemical-derived polymers are used as they are all generally destined for energy recovery. To date, this waste has indeed generally been sent for energy recovery, and only in certain virtuous industrial contexts is it actually exploited as a secondary raw material for the production of by-products, such as pallets.
Another restriction, dictated by the process that takes place in the paper mill, concerns the behaviour of the plastic material: the plastics used should not break down into parts measuring less than 0.10-0.15 mm in size as they would not be screened out.
At the design stage, it is important to evaluate the various properties of these parts, including:
- Percentage of the finished product by weight
- Adhesion to the rest of the packaging
- Information for users on what components to separate
- Size
With regard to the percentage by weight of the packaging that the polymer components make up, it is advisable to bear in mind that - for the same weight - the greater the paper content, the less waste there will be from the paper mill's recycling process. Therefore, performance being equal, it is best that the percentage of plastic be reduced as much as possible, thus aiming for a paper content close to 100%. Indeed, the 501:2019 Assessment system establishes that the maximum acceptable percentage of coarse rejects is 40% by weight of the sample tested (including in the reject percentage not just the component made from plastic or other non-paper materials, but also any fibres that might remain attached to them). The level of success of a packaging design that uses minimal percentages of materials not made predominantly from paper proves directly proportional to the impact - in terms of volumes - that the packaging will have in the market.
For the packaging to fulfil its functions correctly, it is essential that the various components remain secured to each other until the product is used by the user. The components are usually fastened together with the aid of adhesives. The performance of the finished packaging being equal, it would be preferable that the adhesive agent allow the packaging to be separated by hand effortlessly by the user at the time of using the product or source separating waste for disposal. Where this is not possible, it is still preferable for materials other than paper to be able to detach from the fibres during the process inside the pulper, thus releasing the fibres for use in the recycling process.
For example, good practice might be to ensure that the adhesive does not retain part of the fibres of the other components made predominantly from paper, in order to minimize the loss of material that is introduced into the recycling chain or that might otherwise contribute to the contamination of other material recycling chains.
As mentioned earlier, sometimes components are designed to be separated by the consumer (peelable solutions) at the time of the product's consumption or disposal of the package: this practice is undoubtedly more effective for recycling purposes as it reduces the amount of foreign matter entering the paper mill's recycling process. Correct design in terms of shape, positioning of components, size, and interaction demanded of the user helps automatize the separation of components upstream from the recycling chain. For this reason, it is important to let the user know what is expected of them, possibly including infographics to convey the message more effectively.
If the user is required to separate the plastic component so that it can be recycled as plastic packaging, it is advisable that this component be designed in accordance with the guidelines for that supply chain.
General advice found across Europe and the world is as follows:
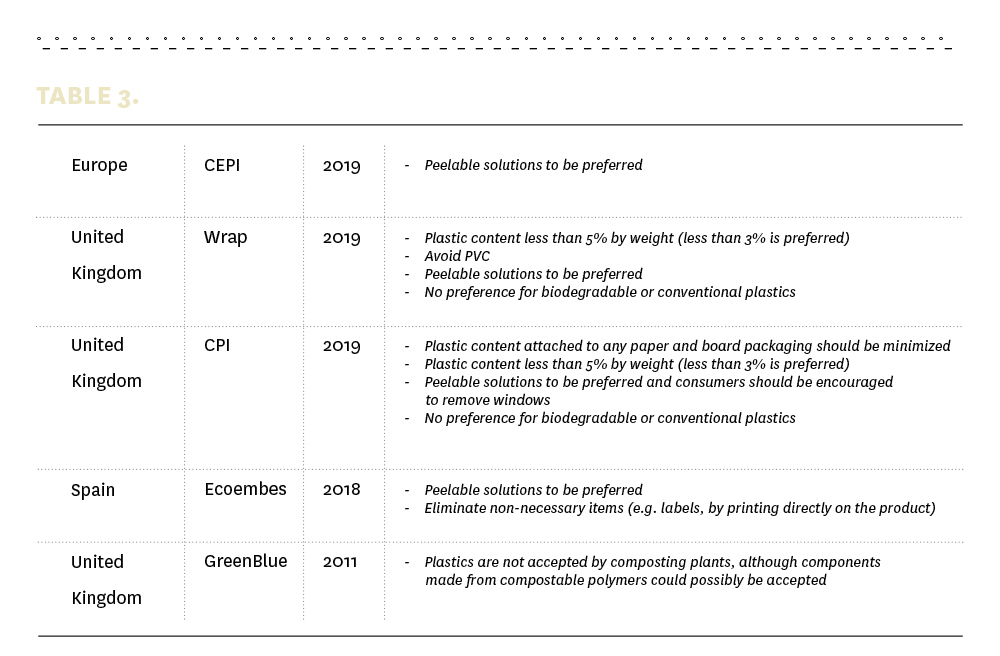
IN SUMMARY, PERFORMANCE BEING EQUAL, IT IS PREFERABLE TO:
-
Adopt mono-material paper-based solutions
-
Minimize components made from different materials (starting with plastic)
-
Where using components or layers made from plastic is unavoidable, bear in mind that said components will end up as waste that, in turn, will have to be managed for energy recovery purposes or landfilled. Consequently, it would be preferable to avoid such materials as PVC, which is problematic when it comes to energy recovery. Apart from this, there is no particular preference for one material or type of plastic polymer over another (e.g. petrochemical-derived, biodegradable, compostable, etc.)
-
Homogenization of plastic polymers is to be preferred so that the waste can be recovered
-
Where the packaging requires the inclusion of additional components made from different materials, make them peelable/separable by hand by the user at the time of use or disposal, providing clear instructions
-
If additional plastic components that stay attached to the main body are strictly necessary, make sure the paper fibres are separated from the plastic components in the pulper
Case study #1 - Pasta box window
Since paper is an inherently opaque material - unless the thickness of the material is reduced or additives are introduced during production - certain specific applications may call for the use of devices enabling the user to see inside the packaging and view its contents, either because it is desirable, or even out of necessity. One of the industries in which consumers want to be able to see the contents is the food industry, with boxes and bags for pasta constituting a prime example of application. Products made from rigid paperboard featuring a clear plastic window are indeed commonplace in this field. These components generally account for less than 1% of the weight of the packaging, in other words a negligible percentage of the packaging's total weight.
In most cases, the consumer does not interact with the plastic window during use, moving it, removing it, or opening and closing it. Once the contents - pasta, in this case - have been consumed, the consumer may be left wondering whether they are required to separate the window or not.
The box, thrown into the paper recycling bin, is introduced into the normal recycling stream, while the window is regarded as waste and destined for other forms of recovery. This is why providing suitable information on waste disposal methods, together with correct design minimizing the amount of non-paper material, encourages correct recycling of materials, limiting any contamination of the supply chain as much as possible.
We should stress the need to design packaging that is easy to separate into its different components - whether it is designed to be separated when thrown away by the consumer, or whether this occurs in the pulper - minimizing the amount of fibre that remains attached to it
Composites, laminates, coatings and special papers
As mentioned in the introductory chapter - more specifically, in the Specific characteristics of paper and board packaging section - paper, cardboard and paperboard have limited barrier properties. Certain applications call for packaging to have said qualities - for example, to ensure it is more waterproof - especially when the items to be protected are adversely affected by moisture and water. Other applications may instead require impermeability to gases or resistance to lipids, dictating the use of materials laminated with aluminium and/or plastic to ensure the packaging delivers the utmost efficiency.
The vast majority of applications also require the packaging to be printed on at least one side, which means a special coat of primer may need to be applied to the substrate. More specifically, when dealing with food packaging, the treatment must also comply with strict regulations on the migration of contaminants, such as inks, from the media to the contents.
In the event measures are required to improve the properties falling into the above-mentioned categories - which do not cover all cases for which such measures may be required - the substrate is coated or laminated with materials other than those made predominantly from paper. They may be applied directly to the paper-based substrate or by means of an intermediate adhesive layer.
Materials of different kinds might be general candidates for use in the finished product, and the desired properties will inform the choice of one material over another. The various materials paper-based packaging can be laminated or coated with can include polymers - mainly polyethylene (PE) - and/or aluminium, as well as primers for printing or for subsequent metallizing and lacquering processes.
Similarly, we can also come across packaging that includes a composite material made predominantly from paper coated with wax or silicone.
Since most of the above-mentioned lamination and coating methods are designed to waterproof the paper-based substrate, and given that the first step in the paper mill recycling process involves the use of water inside a pulper, it is advisable for packaging belonging to the categories mentioned in this section not to be coated/laminated on both sides. This is because the hydrophobic nature of the coatings makes it extremely difficult to separate the cellulose fibres from the rest, meaning that the whole product ends up in the waste fraction.
It is also good practice to use adhesives, in the lamination process, that make it easy for the paper substrate to be separated during the pulping stage, minimizing the fibres retained by the adhesive.
When it comes to composites made predominantly from paper, the ratio between the amount of cellulose fibres and material of other kinds is vitally important. When paper, paperboard or cardboard are laminated with a series of plastic and/or metallic layers, the fibre percentage inevitably gets smaller and smaller.
To qualify as being made predominantly from paper, the material must be made up of at least 51% by weight of cellulose fibres: having a fibre content in the lower range, just enough to still belong to this category - namely in the order of 50-60% - means that the recycling process yield for products made with these materials will also be minimal. In order to maximize this value, it is advisable to increase the fibre content in the products, reducing the amount of non-paper material used for the coating.
General advice found across Europe and the world is as follows:
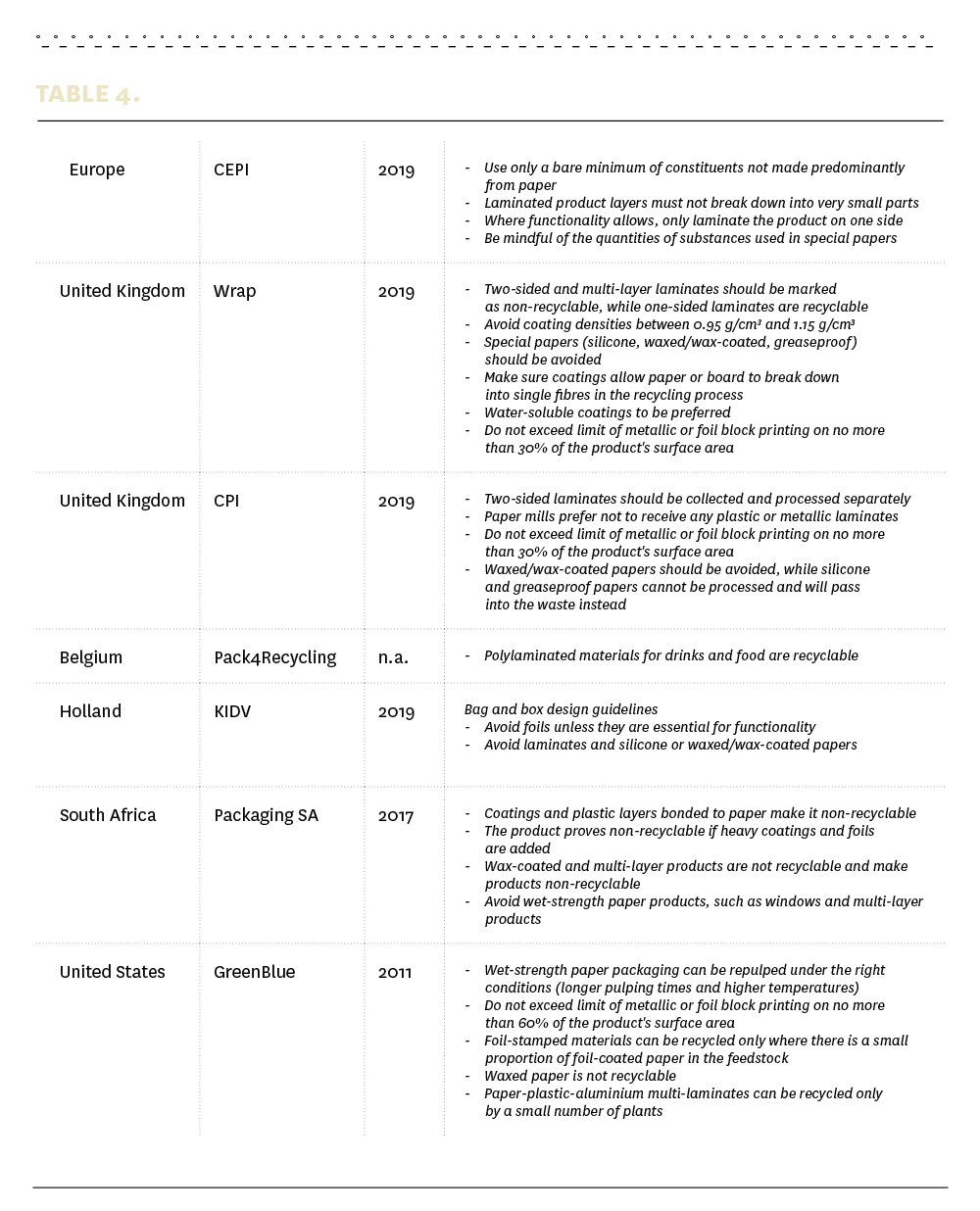
IN SUMMARY, PERFORMANCE BEING EQUAL, IT IS PREFERABLE TO:
-
Adopt mono-material paper solutions
-
Minimize the area of the packaging the treatments are applied to and, where possible, make it separable by hand from the rest of the pack, providing the end consumer with clear instructions on how to dispose of it
-
Where the use of composite packaging is unavoidable, maximize the fibre content in the material chosen for your packaging
-
Avoid the use of composites/materials coated on both sides
-
There is currently no list of preferred adhesives; consequently, to determine whether they are any good, it is best to test performance during recycling
Case study #2 - Self-adhesive label liner
The packaging products category includes silicone-coated paper used as liners for self-adhesive labels. Liners are made up of long virgin fibres - sourced from coniferous forests, for example - which give them excellent mechanical properties, and have a low percentage of silicone (approx. 3% by weight), which results in excellent flexibility as well as non-stick properties.
Silicone-coated paper, though, is also found in other applications, such as in canvas repair and portioning of frozen foods.
For the application covered by this study, the product comes on a roll, which is loaded into the industrial labelling machine. As it runs through the rollers, it is subjected to considerable mechanical tensile stress, while the labels are removed and applied to the packaging they were designed for: bottles, etc.
While there is no denying that recycling silicone-coated paper involves greater processing difficulties than with other materials, and specialized paper mills are required to carry out the process, synergies between the various players mean valuable fibres can be given a new life Via this process, the cellulose content can be taken out of the waste management processes - which would not have been able to make the most of its potential - allowing the packaging to instead enter virtuous cycles.
Case study #3 - Biscuit bag
In the food industry, maximizing the products' shelf life is a priority.
One way of doing this is to improve the barrier properties of the material the packaging is made from. Historically, this meant laminating materials made predominantly from paper with plastic materials in order to provide the performance required for product protection (water vapour and aroma barrier), and machinability on automated packing lines. However, these practices posed serious problems when it came to recycling. It is actually only recently that biscuit bags have been developed that have been made suitable for introduction into the paper and board recycling chain, whereas previously they had to be sent into the "non-separated", "commingled" stream.
A well-known brand also operating in the baked goods business has actually managed - through a series of research and analysis efforts - to redesign the composition of its packaging to make it recyclable within the paper supply chain. More specifically, in the wake of developments in technology, the company has managed to source a 25% thinner metallized polypropylene (PP) film delivering the same performance in terms of protecting the food product contained. While this has led to less use of plastic in the packaging, it has also had a detrimental effect on the laminate's mechanical properties. This shortcoming has been offset with the careful selection of higher-grammage paper. The process of optimizing the composition has led - as claimed by the manufacturer - to the contents keeping their same shelf life, while also allowing the material to be processed with existing machinery and proving recyclable - according to Aticelca MC 501 testing - to level B within the paper supply chain.
Case study #4 - Food wrapping
Here is an interesting case study regarding the redesign of packaging for fresh food products such as cold meats. The initial packaging consisted in a laminated paper/HDPE (high-density polyethylene) sheet that the food product was placed on, and another HDPE film used to cover the food, all of which was then placed in a paper pouch. Since the various local authorities generally instruct users to throw counter paper away with non-separated waste due to the multi-material nature of the packaging solution, which makes it non-recyclable, redesign efforts focused on making the material recyclable.
The resulting packaging consists of a single-component solution made from a biodegradable and compostable paper/plastic laminate, where the proportions of the two materials make the system recyclable and/or compostable, matching the original packaging's performance in terms of barrier properties. This packaging's redesign has allowed for a significant reduction in its total weight (more than 60%), in addition to the fact that the cellulose content comes entirely from recycled fibres.
Contamination and residual content
We cannot talk about packaging products without bringing into the conversation the nature of their contents, namely the goods they are designed to protect, transport and store all along the production and distribution supply chain.
The mutual interaction between contents and packaging, where not correctly designed, can lead to mutual contamination: the packaging might contaminate the contents through, for example, the migration of substances contained in inks or glues; while vice versa, the packaging could be contaminated by the contents in the event residue is spilled or left on the packaging. Secondary and tertiary packaging, on the other hand, is unlikely to be contaminated by contents, except under specific conditions. The same cannot be said of primary packaging. Remnants of food or chemicals in primary packaging can make it difficult to recycle. This means paper mills are less inclined to take these kinds of contaminated product into their production process.
More specifically, where the contaminated products in question belong to the food industry, issues can be encountered in the event solid food residue sticks to the relevant packaging. By way of example (although by no means an exhaustive list), we could cite: pizza toppings on takeaway boxes, cream on pastry trays, cold meat residue on relevant packaging media, and muffin and cake mixes baked onto fluted paper liners.
The main risk with this kind of contamination lies in the fact that food residue might, as it is slushed, manage to evade the screening and separating systems designed to separate it from the fibres, ending up on the wire and interfering with the forming of the sheet of paper, or increasing the organic load that treatment systems then have to handle. Consequently, this type of contamination is to be avoided.
In order to avoid critical issues in the recycling stream, one design solution consists in making the soiled component easily separated from the clean one, providing clear instructions on how to dispose of the materials correctly.
While the percentages by weight of contaminated material in the supply chain in Italy are very low (accounting for less than 2.5% of all material sent for recycling according to Comieco estimates), residual content should not be present or should, at least, be minimized, regardless of the product type.
Consequently, it helps to design packaging so as to encourage and enable the contents to be emptied out of the packaging entirely. This might help stop the recycling systems being clogged with substances and materials making it through screening or being dissolved in the process, and hence being in danger of contaminating the recycled paper or entailing more intense mechanical and physical, biological or chemical-physical wastewater treatment.
General advice found in the international arena is as follows:
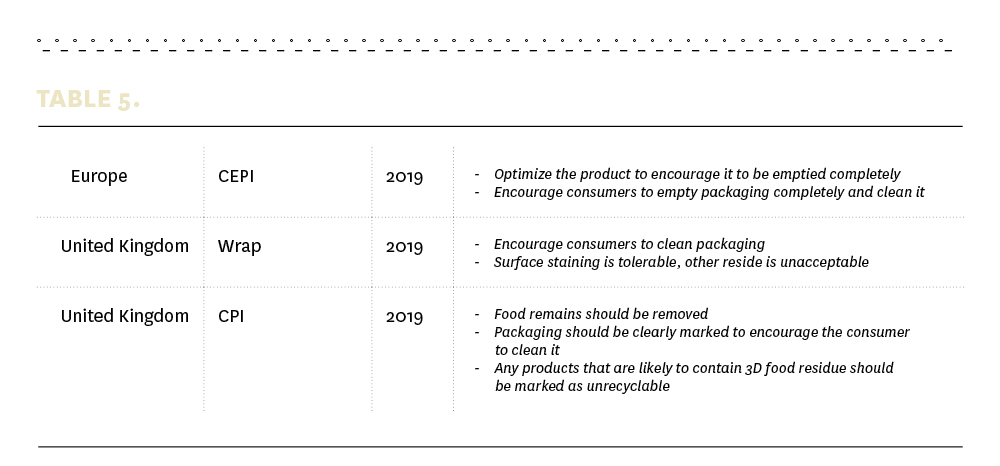
IN SUMMARY, PERFORMANCE BEING EQUAL, IT IS PREFERABLE TO:
-
Limit contamination to small areas of the packaging and make them separable from the rest of the body of the packaging
-
Encourage the user to dispose of packaging correctly based on the type and amount of contamination
-
If packaging is intended to contain food and is likely to have residue on it at its end of life, design it so that it can be managed properly in the organic waste supply chain, making it biodegradable and compostable
Inks
Most packaging products involve the use of inks for informational and/or communication purposes. Whatever the case, these substances are ultimately used for the purpose of communication, regardless of which player in the supply chain is being targeted: supplier, supermarket and retail chains, consumer, etc.
Operating in Europe, the EuPIA organization is proactive on the health, safety and environment front, bringing ink manufacturers into its ranks and providing guidelines on safety during the manufacture, use and handling of printing inks and related products. Its publications include the "Exclusion policy for printing inks and related products", in which it specifies what hazard classes substances fall into and what mixtures are to be avoided.
Generally speaking, minimizing the presence of inks makes packaging easier to recycle and results in a better quality of recycled paper. More specifically, producing higher-quality recycled papers entails a de-inking process that, in the past, involved the use of chemicals, but currently - thanks to developments in technology - exploits much less aggressive products, such as steam. Consequently, in order to simplify the process steps and keep energy consumption down, it would be preferable to reduce the quantity of ink used and the inked surface area to a bare minimum.
In addition, not all inks are the same: while nowadays most are water based, we cannot ignore the fact that UV-cured inks are still occasionally in use.
UV-cured inks are products that entail the use of ultraviolet lamps (hence the abbreviation UV) on the printing unit in order to polymerize the ink on the substrate it is printed on. This type of ink is not easy for recycling plants to remove and, in the event it cannot be separated from the fibres, is in danger of generating impurities on the new sheets, spoiling the general quality of the production lot.
General advice found in the European and global arenas is as follows:
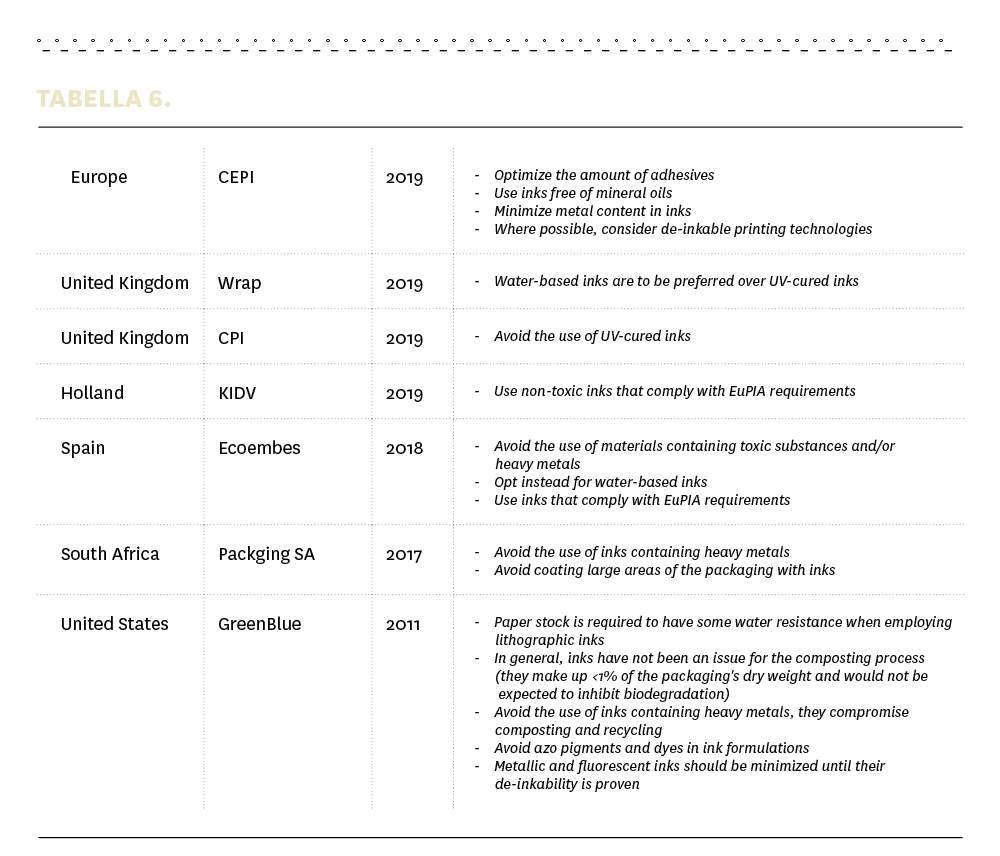
IN SUMMARY, PERFORMANCE BEING EQUAL, IT IS PREFERABLE TO:
-
Where possible, avoid the use of inks
-
Select inks whose formulation does not involve substances or mixtures classified in the hazard categories listed in Groups A and B of EuPIA's "Exclusion policy for printing inks and related products"
-
Reduce the amount of ink used in packaging
-
Avoid the use of UV-cured inks, opting instead for water-based inks
Case study #6 - Glossy finishing treatment
One important aspect of packaging is its visual appearance and, with specific reference to this case study, the surface finish. A distinguishing trait of paper is its surface roughness, which ranges from moderate to high, hence it inherently features a satin or, at the very most, a semi-gloss finish. To increase the gloss level, products made predominantly from paper can receive treatments such as UV coating or plasticizing. More specifically, UV coating is a process whereby the coating is exposed to UV rays, which quickly harden the coating to produce a high-gloss finish that is also abrasion resistant and mechanically strong.
Since UV-cured inks are a potential issue for the paper mill recycling stage - as are plastic coatings - the solution described below represents a virtuous process innovation.
Having set itself the goals of improving recycling, reducing the environmental impact of the treatment, and achieving a structural reduction in energy consumption, one company has managed to develop a process that - in order to achieve a gloss finish on a product made predominantly from paper - does not use solvents or plastic coatings, instead employing just compressed air. The solution, therefore, consists in the application of a single material, which makes the substrate easily recyclable and free of substances that are potentially harmful for the recycling process.
Fastening systems and adhesives
There are various fastening systems that can be used in packaging products, ranging from glues through to adhesive tapes and staples.
Adhesive tapes, like staples, usually remain attached to the packaging, especially when that packaging is a box: take, for example, the majority of packaging products for e-commerce and their relevant taping. Since the sorting process does not involve a step that effectively separates such components from the packaging, these materials continue their journey along the supply chain through to the paper mill. In the paper mill recycling process, the adhesive tape constituent interacts only during the initial (pulper) stage since, if it is not made predominantly from paper, it cannot be slushed, thus generating waste. Consequently, once the packaging's functionality has been ascertained, it is best to minimize the amount of tape used as much as possible, wherever possible opting instead for other types of fastening products, such as staples, which generally make it through the paper mill's first screen, but are then separated out by means of cyclones (cleaners). Moreover, staples do not retain fibres like adhesive tapes do, and do not risk clogging the first screening system. It is also preferable to use paper adhesive tapes, as they can be pulped, or at least avoid PVC tape.
On the subject of mono-material packaging, it might be worthwhile taking a closer look at such questions as the design of special closing systems that do away with adhesives and other fastening systems altogether in favour of packaging that has mechanically interlocking tabs.
However, on the adhesives front, we have to concede that they are indeed an essential component for the construction of packaging: to start with, they are found between the linerboards and fluting in corrugated products and, above all, are used to ensure a mechanical bond between product parts such as flaps so that the packaging stays in its final shape, as well as between components made from different materials. The reason they are used, therefore, is to fasten, secure or join different parts of the packaging in order to obtain a finished product that is capable of withstanding various types of mechanical action. The same can be said of the other fastening systems mentioned.
There are various types of adhesives (hereinafter, unless otherwise specified, "glues" will be used as an equivalent term) and, as far as the paper-based product industry is concerned, they can be classified based on their reaction to temperature or to the action of other substances, such as water. More specifically, the types most commonly encountered in the industry are:
- Hot-melt glues, i.e. thermoplastic adhesives;
- Cold-seal glues, also identified as glues using Natural Rubber Latex technology, i.e. glues that do not rely on sources of heat to work;
- Water-soluble glues, which are usually water-based solutions whose adhesion comes from the evaporation of water.
There are various steps in the paper mill recycling process where glues can cause critical issues. The first consideration to be made regards the quantity of adhesive used: as it does not contain cellulose fibres, it contributes to the waste generated, whether it be solid (as in the case of hot-melt and cold-seal adhesives) or dissolved in water (in the case of water-soluble adhesives). It follows, then, that the amount to be used should be limited as far as possible, to whatever extent is compatible with the packaging's continued functionality.
With regard to hot-melt adhesives, according to paper mills, they pose no real management issues, provided their properties are compatible with the process temperatures. On that note, thermoplastic adhesives with softening temperatures below 45 °C - maximum operating temperature of the wet cycle for common packaging made predominantly from paper - should be avoided as they would interact negatively with the screening systems to start with and possibly - assuming that macro-stickies make it through the screening process - end up on the sheet of recycled paper or on the wire mesh. We should nonetheless mention that some companies have managed to handle these occurrences without having to stop the production process. Generally speaking, though - should non-water-soluble glues be used - it is still preferable that they not break down into particles less than 0.10-0.15 mm in size, thus enabling them to be quickly identified and separated out by means of special systems.
Cold-seal adhesives are a class of adhesives whose use is growing since - even though their adhesive strength is inferior to hot-melt adhesives - they can be used to produce peelable design solutions . Their use is essential when dealing with heat-sensitive products, whether food or other goods. Since cold-seal adhesives generally plasticize at the temperatures typically used in wet cycles, if the application they are used in concerns peelable solutions, it is advisable to ensure that the adhesive remains attached to the peelable part of the packaging, especially if it consists in a material not made predominantly from paper.
When it comes to water-soluble glues, on the other hand, there are no issues directly linked to the systems separating fibres from rejects since, as the name suggests, these glues are dispersed in the water. While they can result in the same issues as hot-melt glues in terms of adhesive particles (stickies), the factor that has the greatest impact on the process is the management of wastewater, which must be treated to remove said substances.
We must stress that the Aticelca 501:2019 assessment system gives quantitative assessment criteria for the stickies content, as well as for the assessment of the recycled material's adhesiveness, which have a big impact on ultimate recyclability levels. In addition, the EPRC has published a system for assessment of product recyclability based on a scorecard for the removability of adhesives.
While there is little uniformity between the different guidelines (attesting to the sheer diversity of instruments and operating parameters adopted in the recycling of products made predominantly from paper), the general advice found across Europe and the world is as follows:
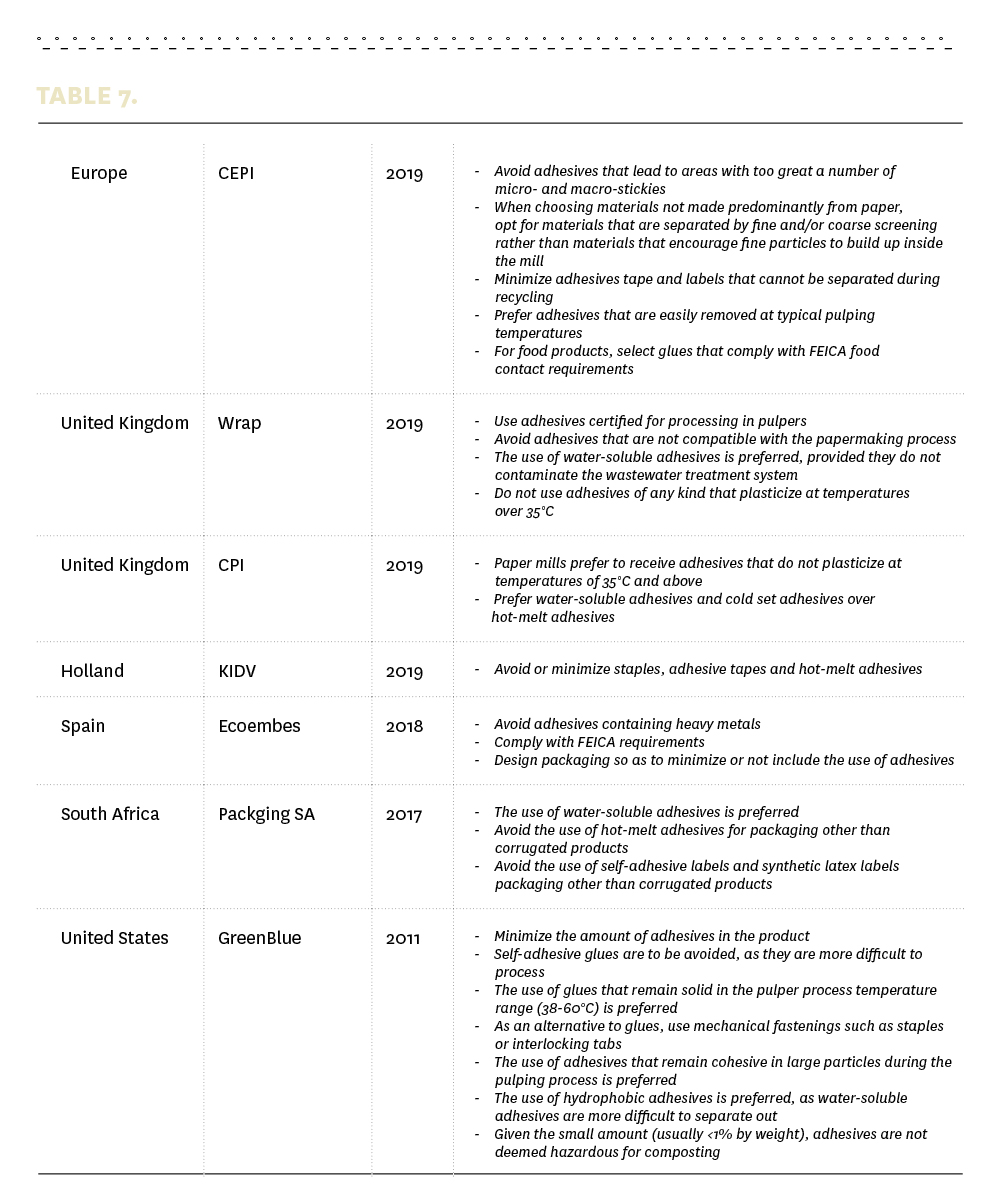
IN SUMMARY, PERFORMANCE BEING EQUAL, IT IS PREFERABLE TO:
-
Design the packaging to include systems that secure the various parts, avoiding the use of adhesives or other fastening systems applied at a later stage
-
Minimize the fastening (tapes, staples, etc.) and adhesive (glues) content, in order to reduce solid and dissolved waste
-
Avoid excessive use of tape, as it has a huge impact on the pulping process. Where necessary, it is preferable to use paper tapes, or at least avoid PVC
-
If hot-melt adhesives are being used, choose adhesives with a softening temperature over 45 °C
End user training and information on recycling
As mentioned earlier in chapter three (The collection, sorting and recycling process for packaging made predominantly from paper), the first step in the packaging recycling stage is collection, whether this be post-consumer products or industrial waste products.
Since the industrial sector generates waste material that is of a consistent grade, while the municipal circuit sees various types of products sent into the waste stream, it is not hard to appreciate just how important it is for end users to be familiar with good practices when it comes to throwing the packaging they come into contact with into the correct recycling container. Having seen the knock-on effect whereby greater efforts are required to obtain quality reusable raw material, this goes to highlight just what a key role the end user plays in the supply chain.
There are two levels of environmental labelling that can help users: on the one hand, we have labels stemming from European regulations whose main purpose is to identify the materials while, on the other, there is also an entirely voluntary labelling system. CONAI has actually compiled a handbook entitled "Etichetta per il cittadino – Vademecum per una etichetta volontaria ambientale che guidi il cittadino alla raccolta differenziata degli imballaggi", a guide to voluntary environmental labelling encouraging residents to source separate packaging, providing guidelines for companies planning to supplement the environmental labelling on their packaging with instructions for consumers on how to dispose of packaging into the correct waste streams.
In addition to this information, the designer may also communicate a number of important aspects regarding the packaging's end-of-life, encouraging correct practices, such as separating components, emptying and flattening packaging, when and when not to cut or tear products up, and providing information on the sustainability of the materials used. The above can be regarded as adding even more value where it is the actual packaging that conveys the information - for example, with its shape, or through its materials - making doing the right thing practically an automatism for the user.
It is worth pointing out that, in Europe, identifying materials on packaging is currently voluntary in nature, as laid out in Decision 97/129/EC.
IN SUMMARY, PERFORMANCE BEING EQUAL, IT IS PREFERABLE TO:
-
Invite the user to pay attention to the end of life of the packaging
-
Indicate the materials used for the body of the packaging and for any components that can be separated by hand in compliance with current legislation
-
Give information on what waste streams the various packaging components should be disposed into
-
Advise the user to empty the packaging completely and, where possible, reduce its volume before throwing it into the recycling container, where possible not cutting the paper first so as not to reduce the length of the fibres
-
Invite the user to empty the packaging of any product residue before throwing it into the recycling container
-
Induce the user to perform good practices automatically instead of instructing them, for example by finding solutions that induce the user to separate the body from the components, where necessary
Abbreviations
CAC: CONAI Environmental Contribution
CEPI: Confederation of European Paper Industries
CO2: carbon dioxide
Comieco: Consorzio Nazionale Recupero e Riciclo degli Imballaggi a base Cellulosica - National Consortium for Recovery and Recycling of Paper-Based Packaging
CONAI: Consorzio Nazionale Imballaggi - National Packaging Consortium
CPI: Confederation of Paper Industries
D.Lgs: Italian legislative decree
D.M.: Italian ministerial decree
EPRC: European Paper Recycling Council
EU: European Union
EuPIA: European Printing Ink Association
FCM: Food Contact Materials
GDO: Grande Distribuzione Organizzata (Large-Scale Retail Chains)
HDPE: High-Density Polyethylene
KIDV: Kennisinstituut Duurzaam Verpakken - Netherlands Institute for Sustainable Packaging
LDPE: Low-Density Polyethylene
PCL: Polycaprolactone
PE: Polyethylene
PET: Polyethylene terephthalate
PLA: Polylactic acid
PP: Polypropylene
ppm: Parts per million
PRPC: Paper Recycling Promotion Center
PS: Poliystyrene
SRP: Shelf-Ready Packaging
UNI: Ente Nazionale Italiano di Unificazione - Italian National Standards Institute
UV: Ultraviolet
Glossary
ADDITIVE
Substance added in small quantities during processing to increase and/or maintain over time the performance characteristics of the materials to which it is added.
BALISTIC SEPARATOR
The ballistic separator is employed to sort the continuous waste stream into different fractions based on their shape and weight. A series of parallel paddles subject the mass of waste to vigorous agitation and make sorting more effective, carrying the different types of material off in different directions.
BIODEGRADATION
Biodegradation is a thermochemical process that takes place in a specifies time frame and under specific environmental conditions. During biodegradation, the materials/products are converted to biomass, water and carbon dioxide.
BIOPLASTIC
Bioplastic is defined as a polymer that is biobased, biodegradable, or has both properties.
CALENDERING
Treatment the paper web undergoes on leaving the second-stage drying section on a continuous machine before it is wound onto jumbo reels. It consists in running the paper web through a series of controlled-crown rollers stacked on top of each other so that, with the aid of pressure, the resulting paper surface is smoother and more uniform.
CHIPS
Small bits of wood (approximately the size of two stacked 100 lira coins) obtained by cutting a log with a special machine known as a chipper.
COMPOSITE PACKAGING
The term composite packaging is used to mean packaging structurally composed of different materials that cannot be separated by hand. For example, the following items qualify as composite packaging: drinks carton (polylaminate: paper, plastic and aluminium), bag consisting of aluminium foil laminated with plastic, etc...
COMPOSTABILITY
Compostability is the property of a material to generate compost (biomass) through the composting process, namely an aerobic biological process that takes place under externally imposed environmental conditions. In industrial composting plants, the temperatures used usually range from 50 °C to 60 °C, with a moisture content in the 45% to 55% range.
CONSUMER
The packaging consumer is the individual who purchases or imports packaging or packaged items or goods for their own use, and not for the purpose of carrying out their business.
ENERGY RECOVERY (WASTE-TO-ENERGY)
According to art. 218, paragraph 1, letter n) of Italian legislation (D.Lgs. 152/06), packaging waste energy recovery is achieved where said packaging waste is combustible and is used to produce energy by means of waste-to-energy plants (with or without other types of waste).
EN STANDARD
The letters EN identify standards compiled by CEN (Comité Européen de Normalisation), one of the European standards organizations responsible for developing and defining voluntary standards at a European level.
GRAMMAGE
Weight of paper given in grams and referring to an area of one square metre.
LAMINATION
Mechanical process that takes place by opposing cylinders which, rotating on themselves, impress in the material the desired shape and thickness. The term lamination also indicates the operation by which a printed sheet is covered with a thin protective layer of plastic or metallic material called laminate.
LIFE CYCLE ASSESSMENT
Scientific and objective procedure for the assessment of energy and environmental loads related to the system analysed, performed through the identification of energy resources, materials used and waste released into the environment throughout the life cycle of the product in a "cradle to cradle" approach. The LCA methodology has its origins in the '70s as a development of energy analysis, in which the strictly energy-related variables are supplemented with those of a typically environmental nature during the entire life cycle. Currently, the ISO 14040 and 14044 standards represent the international standard to which all analysts refer to develop and, where appropriate, have each LCA study verified.
MACHINABILITY
Series of properties of paper that make it easy to process on a printing press and in the subsequent printing stages. These properties are linked to the paper's physical and mechanical properties.
MULTI-MATERIAL PACKAGING
This term is used to mean packaging consisting of a number of independent parts made from different materials. Unlike composite packaging, in this case the various materials making up the packaging can be separated. For example, the following qualify as multi-material packaging: chocolate box (paper for the box, plastic for the shaped insert), sweet bag (plastic for the bag, paper for the individual sweet wrappers), coffee tin (aluminium for the tin, plastic for the lid), etc...
PACKAGING
According to the relevant legislation in Italy (D.Lgs 152/06, Art. 218), packaging means "the product, consisting of materials of any kind, used to contain certain goods, from raw materials to finished products, to protect them, allow their handling and their delivery from the producer to the consumer or user, ensure their presentation, as well as disposable items used for the same purpose."
PACKAGING RECYCLING
Any recovery operation by which waste materials are reprocessed into products, materials or substances whether for the original or other purposes. It includes the reprocessing of organic material but does not include energy recovery and the reprocessing into materials that are to be used as fuels or for backfilling operations.
PACKAGING REUSE
Any operation by which products or components that are not waste are used again for the same purpose for which they were conceived.
PACKAGING SUPPLY CHAIN CONSORTIUMS
According to art. 223 of Italian Legislative Decree (D.Lgs.) 152/06, packaging producers are required to join together in a Consortium for each packaging material (steel, aluminium, paper, wood, plastic and glass). The six Packaging Supply Chain Consortiums are as follows:
Ricrea – National Consortium for Recycling and Recovery of Steel Packaging;
Cial – National Aluminium Packaging Consortium;
Comieco – National Consortium for Recovery and Recycling of Paper-Based Packaging;
Rilegno – National Consortium for the Collection, Recovery and Recycling of Wooden Packaging;
Corepla – National Consortium for the Collection, Recycling and Recovery of Plastic Packaging;
Coreve – Glass Recovery Consortium.
Instead of joining the Packaging Supply Chain Consortiums, producers can opt instead, pursuant to art. 221, paragraph 3, of the same Decree: "a) to organize the management of their own packaging waste autonomously - even collectively - throughout the country; [...] c) to certify, under their sole responsibility, that a take-back scheme has been put in place for the return of their packaging, supported by suitable documentation demonstrating the scheme's self-sufficiency [...]."
PACKAGING USER
According to art. 218, paragraph 1, letter s) of Italian legislation (D.Lgs. 152/06), users are "traders, distributors, fillers, and users of packaging, and importers of filled packaging."
PACKAGING WASTE
Any substance or object which the holder discards or intends or is required to discard.
PREVENTION
Measures taken before a substance, material or product has become waste, that reduce:
1. the quantity of waste, including through the reuse of products or the extension of the life span of products;
2. the adverse impacts of the generated waste on the environment and human health;
3. the content of harmful substances in materials and products.
PRINTABILITY
A series of properties of paper that make it particularly suitable to take inked print. These properties are linked, above all, to the surface finish, surface strength, and absorption of/affinity with ink.
PULPER
This is a machine that uses the mechanical action of rotating blades and the presence of water to disperse the cellulose fibres in a diluted pulp suspension. Hence the paper to be recycled and water are introduced into the pulper and come out as pulp [...]. The mechanical action, in addition to separating the fibres from each other, also enables fibres to be separated from unwanted materials, which represent the pulper rejects.
RECOVERY OF WASTE GENERATED BY PACKAGING
The recovery of generated waste means any operation whose main result is to allow waste to serve a useful purpose by replacing other materials that would otherwise have been used to fulfil a particular function, or to prepare waste to fulfil that function, in the plant or in the wider economy.
REFINING
Machinery used to eliminate any impurities that would interfere with paper forming.
SECONDARY RAW MATERIAL (SRM)
Set of waste that ceases to be such if it is subject to a recovery operation, including recycling, and meets specific criteria.
SECOND PACKAGING USER
The second packaging user is the individual who purchases packaging (or packaged goods) following the packaging's first transfer. For example, a trader who purchases shoes from a footwear factory already packaged in shoe boxes.
SEPARATE COLLECTION
Separation - performed according to cost-effectiveness, efficacy, transparency and efficiency criteria - designed to sort municipal waste into like fractions at source, when the waste is collected or, for the food waste organic fraction, even at the processing stage, and to separate packaging waste from other municipal waste, on the condition that all the above-mentioned waste is actually sent for recovery.
SHELF LIFE
Indicates the shelf life of a product, the estimated time of duration on the shelf, i.e. the period during which the quality of the product remains unaltered.
SHELF-READY PACKAGING
Packaging that qualifies as SRP consists in products that are delivered to businesses/retailers. These products are optimized for efficient storage and sale as they are designed to be displayed to consumers as they are, without having to remove their contents first.
SUPERCALENDERING
Mechanical treatment that the finished paper web goes through, in order to make it extra smooth and glossy. Treatment is performed by means of the supercalender. The supercalender is not inline with the continuous machine.
UNI STANDARD
The letters UNI identify "voluntary regulatory documents (UNI standards, technical specifications, technical reports and reference practices) in all industrial, business and tertiary sectors."
WASTE MANAGEMENT
According to art. 183, paragraph 1, letter n) of Italian legislation (D.Lgs. 152/06), waste management refers to: "the collection, transport, recovery and disposal of waste, including the control of said operations and work following the closure of disposal sites, as well as operations carried out as traders or brokers."
References
PUBLICATIONS
Assocarta (2017). Natura, caratteristiche e utilizzi dello scarto di pulper di cartiera.
Available from Assocarta: http://www.assocarta.it/it/position-paper/982-position-paper-natura-caratteristiche-e-utilizzi-dello-scarto-di-pulper-di-cartiera.html
Assocarta (2019). Rapporto ambientale dell’industria cartaria italiana - Dati 2016-2017.
Available from Assocarta: http://www.assocarta.it/it/component/phocadownload/category/6-pubblicazioni.html?download=356:rapporto-ambientale-dell-industria-cartaria-italiana-2019
Aticelca (2019). Sistema di valutazione 501:2019 - Valutazione del livello di riciclabilità di materiali e prodotti a prevalenza cellulosica sulla base della norma UNI 11743:2019.
Available from Aticelca: http://www.aticelca.it/1/upload/sistema_di_valutazione_501_2019.pdf
Bucchetti, V., & Ciravegna, E. (2009). Le parole del packaging.
Edizioni Dativo Ed., Milano, Italia.
Bucchetti V. (2002). PackAge: storia, costume, industria, funzioni e futuro dell’imballaggio.
Lupetti. Milano, Italia
Cecchini, C. (2012). Le parole del design – 150 lemmi tecnici liberamente scelti.
LISt Lab Ed. Trento, Italia.
CEN (n.d.). Who we are.
Available from CEN: https://www.cen.eu/about/Pages/default.aspx
Comieco (2018). Comieco sostenibile - Edizione 2018.
Available from Comieco: http://www.comieco.org/allegati/2019/1/comieco_sostenibile_2018_175783.pdf
Comieco (2019). 24° Rapporto Annuale Comieco sulla raccolta differenziata di carta e cartone in Italia.
Available from Comieco: https://www.comieco.org/allegati/2019/8/24mo-rapporto-comieco_dati-anno-2018_179877.pdf
Comieco (2019). Comunicato stampa - Riciclo dei cartoni per bevande, una realtà industriale dell’economia circolare italiana.
Available from Comieco: https://www.comieco.org/allegati/2019/3/comunicato-stampa-saci-29-marzo-_178204.pdf
Comieco (2019). Linee guida e check list per il corretto uso del packaging per l'ecommerce ai fini della sostenibilità ambientale.
Available from Comieco: https://www.comieco.org/pubblicazioni/news/linee-guida-e-check-list-per-il-corretto-uso-del-packaging-per-l-ecommerce-ai-fini-della-sostenibilita-ambientale-.aspx
CONAI (2013). Etichetta per il cittadino - Vademecum per una etichetta volontaria ambientale che guidi il cittadino alla raccolta differenziata degli imballaggi.
Disponibile presso CONAI: http://www.conai.org/prevenzione/pensare-al-futuro/epack/
CONAI (n.d.). Glossario.
Available from CONAI: http://www.conai.org/glossario/
CONAI (2020). Guida all’adesione e all’applicazione del contributo ambientale (Volume 1).
Available from CONAI: http://www.conai.org/wp-content/uploads/2020/02/Guida_Contributo_CONAI_2020_Vol1.pdf
Italian legislative decree 152/06 (3 April 2006).
Available from the Italian Chamber of Deputies: https://www.camera.it/parlam/leggi/deleghe/06152dl3.htm#177
Decreto Legislativo 205/10 (3 December 2010).
Available from the Italian Chamber of Deputies: https://www.camera.it/parlam/leggi/deleghe/testi/10205dl.htm
Del Curto, B. (2016). Packaging naturalmente tecnologico. Innovazioni sostenibili per il food packaging a base di carta e cartone.
Edizioni Dativo Srl, Milano.
Di Qual, C. (n.d.) Trattamento delle acque di cartiera.
Available from the San Zeno Salesian Institute: http://www.sanzeno.org/modules/DownloadManager/download.php?alias=diqual-tratamento-acque
Digimarc (n.d.). The History of Packaging.
Available from Digimarc: https://www.digimarc.com/resources/history-of-packaging
Decision 2005/270/EC (22 March 2005).
Available from EUR-Lex: https://eur-lex.europa.eu/legal-content/it/TXT/?uri=CELEX:32005D0270
Decision 97/129/EC (28 January 1997).
Available from EUR-Lex: https://eur-lex.europa.eu/legal-content/IT/TXT/?uri=CELEX%3A31997D0129
(EU) Implementing Decision 2019/665 (17 April 2019).
Available from EUR-Lex: https://eur-lex.europa.eu/legal-content/IT/TXT/?uri=CELEX%3A32019D0665
Italian Ministerial decree (D.M.) of 21/03/1973.
Available from the Italian National Health Institute: http://old.iss.it/binary/moca/cont/Decreto_Ministeriale_21_3_73.pdf
Italian Decree n. 142 (31 May 2016).
Available from Official Gazette: https://www.gazzettaufficiale.it/eli/id/2016/07/26/16G00154/sg
Directive 2008/98/EC (19 November 2008).
Available from EUR-Lex: https://eur-lex.europa.eu/legal-content/IT/TXT/PDF/?uri=CELEX:02008L0098-20150731&from=ET
Directive 94/62/EC (20 December 1994).
Available from EUR-Lex: https://eur-lex.europa.eu/legal-content/IT/TXT/?uri=CELEX:01994L0062-20180704
(EU) Directive 2018/852 (30 May 2018).
Available from EUR-Lex: https://eur-lex.europa.eu/legal-content/IT/TXT/?uri=celex:32018L0852
Eco Tool CONAI (n.d.). Glossario (Glossary).
Available from Eco Tool CONAI: https://www.ecotoolconai.org/index.php?r=site/page&view=glossary#11
EuPIA (2018). Exclusion policy for printing inks and related products.
Document available from EuPIA: https://www.eupia.org/fileadmin/Documents/Our_commitment/2016-11-17_Exclusion_Policy_for_Printing_Inks_and_Related_Products_3rd_ed_corrig_Dec2018.pdf
European bioplastics (n.d.). What are bioplastics?.
Available from European bioplastics: https://www.european-bioplastics.org/bioplastics/
European Paper Recycling Council (2018). Assessment of Printed Product Recyclability: Scorecard for the Removability of Adhesive Applications.
Available from European Paper Recycling Council: http://www.paperforrecycling.eu/publications/
European Paper Recycling Council (2018). Monitoring Report 2017 - European Declaration on Paper Recycling 2016-2020.
Available from European Paper Recycling Council: http://www.paperrecovery.org/download/900/
Ferrara, M., Ramina, G. (2016). Capitolo VI - Guida alla progettazione del packaging. In Tecnologie dei processi di produzione, Clitt (Ed.).
Available from Clitt: http://www.clitt.it/contents/comunicazione-files/TecnProcProd_5/Cap_VI-Packaging.pdf
Greene, J.P. (2014). Sustainable Plastics: Environmental Assessments of Biobased, Biodegradable, and Recycled Plastics.
(1st Ed). John Wiley & Sons.
Gustavsson, J., Cederberg, C., Sonesson, U., Van Otterdijk, R., & Meybeck, A. (2011). Global food losses and food waste.
Available from FAO: http://www.fao.org/3/mb060e/mb060e.pdf
Interreg Central Europe (2017). Deliverable D.T1.1.4 “Analysis of paper-plastic value chain and innovation system”.
Available from Interreg Central Europe: https://www.interreg-central.eu/Content.Node/Analysis-of-paper-plastic-value-chain-ITALY.pdf
Interreg Central Europe (2019). Strategia per la sostenibilità dei multimateriali carta/plastica in Central Europe.
Available from Interreg Central Europe:
https://www.interreg-central.eu/Content.Node/STRATEGIA-SUMMARY-BIOCOMPACK-ITA.pdf
ISPRA (2019). Rapporto rifiuti urbani - Edizione 2019.
Available from ISPRA: http://www.isprambiente.gov.it/it/events/rapporto-rifiuti-urbani-edizione-2019
Montalbetti, C. (2018). La filiera del riciclo degli imballaggi in carta. In Materia Rinnovabile, Gli imballaggi nell’economia circolare.
Edizioni Ambiente. Available from CONAI: http://www.conai.org/wp-content/uploads/dlm_uploads/2018/11/CONAI_Report_Sostenibilit%C3%A0_2018.pdf
Standard UNI EN 13430:2005 (1 June 2005).
Available from UNI: http://store.uni.com/catalogo/index.php/uni-en-13430-2005.html
Osservatorio eCommerce B2C (2019). Continua la crescita dell'ecommerce B2C in Italia: gli acquisti online superano i 31 mld di euro e il 40 % provengono da smartphone.
Available from Osservatori.net Digital Innovation: https://www.osservatori.net/it_it/osservatori/comunicati-stampa/ecommerce-b2c-italia-2019-valore-mercato-smartphone-comunicato
Piergiovanni, L., & Limbo, S. (2010). Food packaging - Materiali, tecnologie e qualità degli alimenti.
Springer-Verlag Italia, Milano.
(EC) Regulation n. 1935/2004 (27 October 2004).
Disponibile presso EUR-Lex: https://eur-lex.europa.eu/legal-content/IT/ALL/?uri=CELEX%3A32004R1935
RMIT University (2013). The role of packaging in minimising food waste in the supply chain of the future.
Available from RMIT University: https://www.rmit.edu.au/content/dam/rmit/documents/research/centres/cwhsr/publications/Report-the-role-packaging-in-minimising-food-waste-in-the-supply-chain-of-the-future.pdf
UNI (n.d.). Chi siamo.
Available from UNI: https://www.uni.com/index.php?option=com_content&view=article&id=141&Itemid=2422
UNI EN 643:2014 (20 March 2014).
Available from UNI: http://store.uni.com/catalogo/uni-en-643-2014
REFERENCE WEBSITES
http://www.aticelca.it/
Aticelca
https://www.comieco.org/
Comieco
https://paper.org.uk/
Confederation of Paper Industries
https://www.ecoembes.com/en/home
Ecoembes
https://www.ecotoolCONAI.org/
Eco Tool CONAI
https://eur-lex.europa.eu/
EUR-Lex
http://www.paperrecovery.org/
European Paper Recycling Council
https://www.gazzettaufficiale.it/
Official Gazette
https://greenblue.org/
GreenBlue
https://www.iss.it/
Italian National Heath Institute
https://www.packagingsa.co.za/
Packaging SA
http://www.prpc.or.jp/
Recovered Paper Recycling Promotion Center
http://www.treccani.it
Treccani
INTERVIEWS AND VISITS
Barilla
https://www.barillagroup.com/it
Cartiere Saci
https://www.cartieresaci.com/
DS Smith Recycling
https://www.dssmith.com/
Henkel
https://www.henkel.it/
ISBN CODE: 9788894270020