Introduzione
Nati al fine di contenere, identificare, conservare, proteggere, raggruppare e trasportare i beni dai luoghi di produzione a quelli di consumo, gli imballaggi hanno una presenza trasversale nelle attività industriali, di consumo e domestiche e sono un elemento costante nei nostri gesti quotidiani. Nella loro lunga storia, gli imballaggi hanno acquisito un numero sempre maggiore di funzioni che rappresentano oggi caratteristiche, ormai consolidate, necessarie per il loro corretto funzionamento, riconducibili a un principio generatore: far sì che un prodotto arrivi intatto al suo consumatore finale evitando così che possa diventare anzitempo un rifiuto.
Secondo la normativa, per imballaggio si intende “il prodotto, composto di materiali di qualsiasi natura, adibito a contenere determinate merci, dalle materie prime ai prodotti finiti, a proteggerle, a consentire la loro manipolazione e la loro consegna dal produttore al consumatore o all'utilizzatore, ad assicurare la loro presentazione, nonché gli articoli a perdere usati allo stesso scopo”.
Se è possibile raggruppare queste funzioni primarie in un insieme che potremmo denominare “strutturale”, a queste si sono aggiunte altre funzioni di carattere “comunicativo” che hanno rafforzato gli elementi di messaggio e di significato contenuti nel packaging per differenziare i prodotti, attrarre e informare il consumatore, e fidelizzare l’acquirente. Il packaging comunica, poi, anche tutta una serie di altre informazioni sul prodotto che per obbligo devono essere messe a disposizione del consumatore (esempio: data di scadenza, grado di pericolosità del prodotto, ingredienti ecc). In seguito, a queste funzioni ormai consolidate, si è aggiunto un terzo gruppo di prestazioni atte a offrire maggiori contenuti di “servizio” che ha portato anche alla realizzazione di imballaggi “funzionali” ovvero attivi e/o intelligenti. Ci si aspetta, difatti, che gli imballaggi aiutino anche l’utente finale, fornendo informazioni sulle caratteristiche, proprietà, composizione e sul modo d’uso del prodotto, facilitando l’uso dell’imballaggio stesso e del suo contenuto allungandone, allo stesso tempo, il più possibile la vita utile.
Gli utenti finali, infatti, si aspettano che gli imballaggi preservino e conservino al meglio il contenuto nel tempo, occupino il minor spazio possibile, siano facili da aprire e da usare, che riportino istruzioni puntuali sulle modalità di conservazione del prodotto e che sia facilmente comprensibile come comportarsi rispetto al loro fine vita. Contenuto e contenitore non sono elementi separati, ma interagenti al fine di migliorare la prestazione e la lunghezza di vita del prodotto imballato.
Proprio il rapporto tra contenitore e contenuto - e la capacità di progettare l’uno in modo strettamente connesso all’altro per garantire sicurezza e qualità dell’insieme - rappresentano elementi essenziali del design degli imballaggi e costituiscono il fulcro della sua innovazione.
La Direttiva 94/62/CE ha, infatti, riconosciuto la “funzione sociale ed economica fondamentale” del packaging e il suo valore in quanto prodotto capace, se ben progettato e gestito lungo tutto il suo ciclo di vita, di ridurre gli sprechi e di evitare che altri beni si trasformino in rifiuto prima ancora di essere arrivati al consumatore finale.
A titolo di esempio, se consideriamo il settore alimentare, secondo i dati raccolti dall’Organizzazione Mondiale della Sanità, le carenze o l’utilizzo inadeguato del packaging nei Paesi in via di sviluppo comportavano, negli scorsi anni, la perdita per deterioramento di una percentuale compresa tra il 30 e il 50% del cibo prima ancora di arrivare al consumatore finale a causa di danneggiamenti durante il trasporto e di difficoltà di conservazione dei prodotti. In Europa, nelle fasi che vanno dalla produzione al momento d’acquisto (esclusi gli sprechi che avvengono dopo l’acquisto, ad esempio i prodotti che vengono buttati perché giunti a scadenza) questa percentuale scende al 3%. La FAO sostiene che aumentare l’utilizzo di imballaggi adeguati potrebbe ridurre da subito gli sprechi di alimenti nei paesi in via di sviluppo del 5%, mettendo così a disposizione 39 milioni di tonnellate di cibo. L’imballaggio correttamente progettato e prodotto ha, quindi, una funzione essenziale nel prevenire la perdita delle risorse utilizzate per produrre, coltivare allevare o fabbricare il contenuto della confezione. Queste risorse non risultano essere poche: secondo l’Istituto Italiano Imballaggio tutti gli studi LCA dei prodotti alimentari imballati oggi disponibili e certificati EPD (Environmental Product Declaration) dimostrano che l’impatto ambientale dell’alimento risulta in media quattro volte maggiore di quello del relativo imballaggio. Una eventuale perdita di prodotto contenuto avrebbe, quindi, ingenti impatti ambientali con conseguente spreco di risorse.
L’imballaggio ha portato anche a una riflessione sul suo impatto dal punto di vista ambientale, dato il tempo limitato nel quale, spesso, conclude la sua prima vita utile.
Con l’obiettivo di valorizzare i materiali e trasformare il rifiuto di imballaggio in una risorsa, l’Europa punta da sempre sulla prevenzione e sulla corretta gestione degli imballaggi una volta che diventano rifiuti. Per questo, sin dal 1994 ha stabilito importanti obiettivi di riciclo, incrementati poi nel 2004, e che sono ancora oggi in discussione all’interno di un più ampio e organico processo di revisione delle direttive comunitarie in tema di migliore utilizzo delle risorse, tutela dell’ambiente e gestione dei rifiuti, riassunto sotto il termine “Pacchetto per l’Economia Circolare”.
Gli Stati membri hanno dovuto organizzarsi per raggiungere gli obiettivi di riciclo e recupero definiti dalle normative europea e nazionali e prevenire gli impatti ambientali dei rifiuti da imballaggio lungo il loro intero ciclo di vita, basandosi “sui principi della precauzione e dell’azione preventiva”, secondo la corretta gestione gerarchica dei rifiuti, nonché sul principio “chi inquina paga”. Sono state, a questo punto, coinvolte nel raggiungimento degli obiettivi, le stesse aziende produttrici e utilizzatrici di imballaggi che sono gli attori protagonisti della scommessa ambientale nazionale e comunitaria, lungo un percorso guidato dai requisiti essenziali allegati alla direttiva, secondo i quali “gli imballaggi sono fabbricati in modo da limitare il volume e il peso minimo necessario per garantire il necessario livello di sicurezza, igiene e accettabilità tanto per il prodotto imballato quanto per il consumatore”; inoltre devono anche “essere concepiti, prodotti e commercializzati in modo da permetterne il reimpiego o il recupero, compreso il riciclaggio, e da ridurne al minimo l’impatto sull’ambiente se vengono smaltiti”.
A fianco a questo, la Direttiva porta con sé il principio della responsabilità estesa del produttore tenuto a farsi carico della corretta gestione dell’imballaggio una volta che diventa rifiuto, preferendo soluzioni riciclabili e recuperabili.
Prevenzione e gestione dei rifiuti sono, infatti, fortemente interconnesse e l’una non può prescindere dall’altra. Difatti, in Europa, il concetto di sostenibilità della filiera del packaging è oggi strettamente legato alle Direttive 94/62/CE e 2004/12/CE, fondate sull’approccio del ciclo di vita “dalla culla alla culla”, che hanno portato all’adozione di strumenti di valutazione e d’azione come il Life Cycle Assessment (analisi del ciclo di vita, LCA) e il Life Cycle Thinking (parte integrante delle modalità di progettazione dei prodotti) e hanno introdotto specifici obiettivi di riciclo e recupero dei materiali di imballaggio.
La gestione gerarchica dei rifiuti
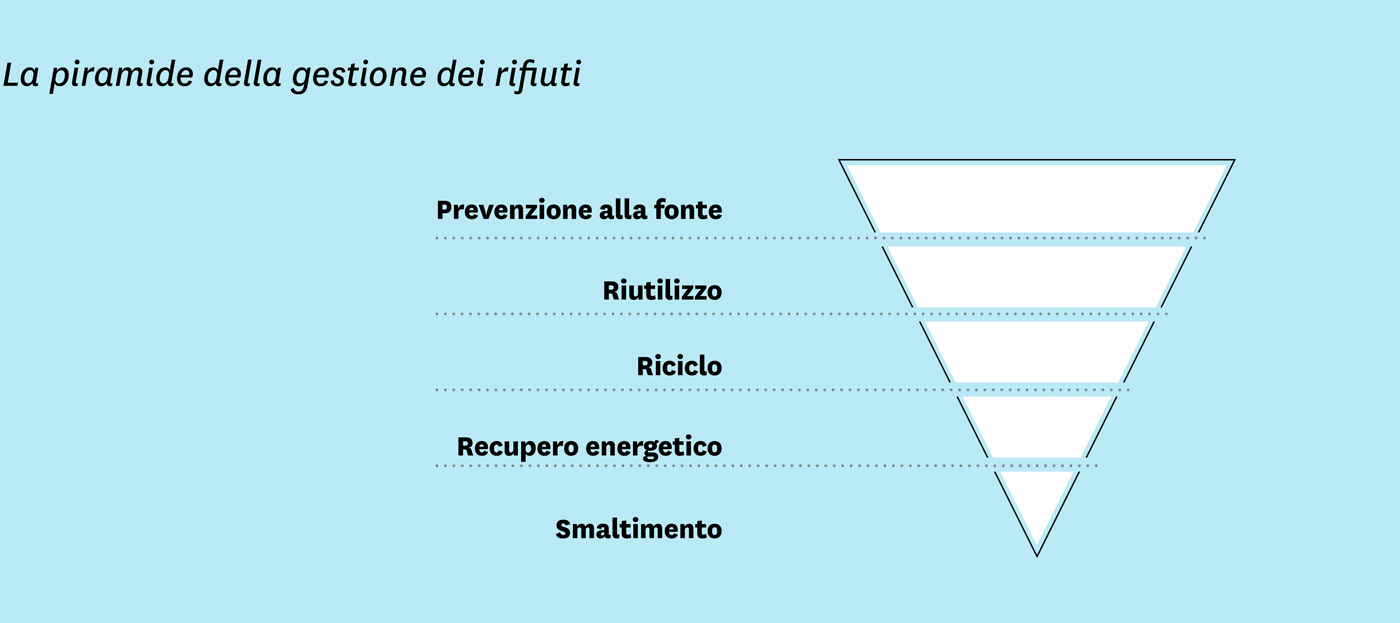
Nell’ottica di minore impatto ambientale del packaging e utilizzo efficiente delle risorse e dei materiali, la Commissione Europea ha introdotto il principio di gestione gerarchica dei rifiuti di imballaggio che stabilisce un ordine di preferibilità decrescente delle modalità di gestione: al primo posto si pone il concetto di prevenzione a monte, atta a migliorare gli imballaggi dal punto di vista del contenimento dell’impatto ambientale e dell’uso delle risorse, per poi passare al riutilizzo, al riciclo, al recupero (ad esempio quello energetico) fino allo smaltimento, considerato l’ultima soluzione possibile solo se tutte le altre non sono praticabili. Guardando questa lista di priorità emerge con una certa evidenza che le opzioni preferite dalla normativa sono anche quelle nelle quali è necessario intervenire prima della produzione e, di conseguenza, in un ambito che è proprio del design dei prodotti e della progettazione.
All’interno di questo percorso di crescente attenzione ai temi della sostenibilità, di una corretta gestione dei rifiuti e di responsabilità ambientale, si inseriscono i concetti di riciclaggio e di design for recycling. Per riciclaggio si intende “qualsiasi operazione di recupero attraverso cui i materiali di rifiuto sono ritrattati per ottenere prodotti, materiali o sostanze da utilizzare per la loro funzione originaria o per altri fini, incluso il riciclaggio organico e ad esclusione del recupero di energia”. Le disposizioni normative comunitarie (Direttiva 94/62/CE, e successivi aggiornamenti) e nazionali sugli imballaggi (D.Lgs 152/2006, e successivi aggiornamenti) e sui requisiti essenziali stabiliscono che l'imballaggio deve essere prodotto in modo tale da consentire il riciclaggio di una determinata percentuale in peso dei materiali usati, nella fabbricazione di prodotti commerciabili, rispettando le norme in vigore nell’Unione Europea. La determinazione di tale percentuale può variare a seconda del tipo di materiale che costituisce l'imballaggio. A tal fine il Comitato Europeo di Normazione (CEN) ha pubblicato (con Decisione 2001/524/CE) lo standard tecnico “EN 13430:2005 – Imballaggi - Requisiti per imballaggi recuperabili per riciclo di materiali”.
La riciclabilità è quindi uno degli elementi da considerare in fase di progettazione del packaging se si vuole garantire una sua corretta gestione del fine vita. Come abbiamo visto, però, non è il solo e arriva dopo le valutazioni di funzionalità e di servizio che l’imballaggio deve garantire al prodotto.
I rifiuti di imballaggio in materiale plastico rappresentano uno degli esempi più complessi da affrontare data la varietà di polimeri, di proprietà e applicazioni. Inoltre, più aumenta la qualità degli imballaggi e la loro possibilità di accrescere la shelf life dei prodotti contenuti, più rischia di diventare complesso gestire il fine vita di questi oggetti. È proprio per questo motivo che l’intervento accorto dei progettisti diventa fondamentale per rendere la produzione sempre più aderente alle richieste dell’economia circolare nella quale i “rifiuti” di un processo produttivo diventano “cibo” per un altro processo.
Sulla base di quanto fin qui descritto, il presente documento ha l’obiettivo di offrire ai progettisti e alle aziende produttrici e utilizzatrici di imballaggi alcune indicazioni progettuali utili alla facilitazione delle attività di riciclo degli imballaggi in materiale plastico destinati all’uso domestico.
Perché una linea guida rivolta ai progettisti e alle aziende? Perché si stima che le fasi di progettazione possano incidere su circa l’80% degli impatti connessi al packaging ed è dunque importante mantenere sempre alta l’attenzione e promuovere la conoscenza sulle questioni relative alla sostenibilità e responsabilità degli imballaggi in capo a chi li progetta e utilizza.
Tale documento si inserisce, infatti, all’interno delle strategie di prevenzione promosse da CONAI a supporto dei propri consorziati. La facilitazione delle attività di riciclo si configura come una delle leve di prevenzione promosse dal Consorzio. Per “leve di prevenzione” si intendono criteri utili alla ricerca, alla progettazione e alla valutazione di soluzioni che possano portare a prevenire a monte – proprio nel momento fondamentale della progettazione – l’impatto ambientale degli imballaggi nel loro ciclo di vita, ovvero:
- il risparmio di materia prima;
- il riutilizzo;
- l’utilizzo di materiale riciclato;
- l’ottimizzazione della logistica;
- la facilitazione delle attività di riciclo (sulla quale si concentra l’attenzione del presente documento);
- la semplificazione del sistema di imballo;
- l’ottimizzazione dei processi produttivi.
L’obiettivo è quello di esplicitare alcune necessità, criticità e potenzialità della riciclabilità degli imballaggi, per stimolare un’innovazione sempre più responsabile dei prodotti e dei processi connessi alla filiera dei packaging polimerici. Lo strumento identificato è quello delle linee guida, corredate da apposite checklist. L’approccio scelto è quello di mettere a disposizione di progettisti e aziende un terreno comune di discussione su un argomento tanto complesso quanto poco conosciuto, avendo ben chiaro che non esistono indicazioni valide in senso assoluto per ogni tipo di packaging: gli imballaggi presentano molteplici differenze di struttura, composizione e prestazioni che portano a conseguenti differenze nella gestione della fine della loro prima vita utile. Per questo motivo, in fase progettuale, per assicurare un effettivo miglioramento delle performance ambientali in tema di riciclabilità, è essenziale il confronto con gli attori della filiera di riferimento e la verifica dei risultati ottenuti lungo tutto il ciclo di vita dal binomio imballaggio-prodotto, con il supporto di esperti del settore.
Il tema della riciclabilità degli imballaggi richiede, inoltre, di tenere sempre in considerazione le possibilità reali offerte dalle attuali tecnologie di selezione e riciclo installate a livello industriale (stato dell’arte della tecnologia) in una determinata realtà geografica. Le indicazioni fornite saranno, quindi, periodicamente aggiornate da CONAI. Conoscere i processi e le loro specificità aiuta a comprendere su quale fase possa influire una scelta di progetto e quali possano essere le alternative più adatte.
Per venire incontro alle esigenze di progettisti e aziende, il presente documento è stato suddiviso in quattro parti seguendo un percorso che porta alla comprensione dei principali motivi che supportano ciascuna indicazione progettuale proposta.
Nella prima parte vengono, infatti, descritti i materiali plastici utilizzati negli imballaggi, le loro caratteristiche funzionali al contenimento e alla protezione dei prodotti, le loro principali applicazioni e la loro generale gestione nel fine vita.
Nella seconda parte vengono descritti e rappresentati i processi di raccolta, selezione e riciclo degli imballaggi in materiale plastico, evidenziandone i punti di maggiore attenzione.
La terza e la quarta parte presentano le conseguenti linee guida utili per la facilitazione delle attività di riciclo degli imballaggi in materiale plastico destinati al circuito domestico e che, quindi, al termine del loro ciclo di vita finiscono nella raccolta differenziata gestita dai Comuni, e offrono ai tecnici e ai progettisti due checklist utili sia in fase di ideazione e sviluppo dell’imballaggio, sia come strumento di valutazione di quanto realizzato per identificare possibili margini di ulteriore miglioramento.
Queste indicazioni vanno intese come una base sulla quale avviare un percorso di sempre maggiore attenzione alla facilitazione delle attività di selezione e riciclo. Proprio perché le linee guida qui presentate hanno l’obiettivo di evidenziare problemi e possibilità di soluzione, ma non hanno la pretesa di essere esaustive e di trattare in modo differenziato tutte le situazioni riscontrabili, sono riportati, in fondo al documento, tutti i riferimenti delle fonti consultate per la stesura del documento e indicazioni normative utili per approfondire quanto trattato nei vari capitoli.
Gli imballaggi in plastica per uso domestico
La prima scelta del progettista riguarda l’individuazione del materiale e della tipologia di imballaggio più adatta alle caratteristiche del prodotto da contenere.
Caratteristiche dei materiali e utilizzo nelle principali tipologie d'imballaggio
Con riferimento alle funzioni che l’imballaggio dovrà assolvere, la scelta dei materiali risulta determinante nelle fasi della sua progettazione perché ne determina le prestazioni, le modalità produttive, l’aspetto e le possibilità di riciclo.
Bisogna considerare, infatti, che i materiali con cui gli imballaggi vengono realizzati condizionano anche le sensazioni visive e tattili del fruitore. Pertanto, il progettista deve tenere in considerazione non solo gli aspetti esclusivamente funzionali, ma anche quelli tattili, visivi e sensoriali che si possono accompagnare alla scelta del materiale.
La scelta del materiale per una determinata tipologia di imballaggio diventa fondamentale anche quando il progettista pensa al fine vita dell’imballaggio quando diventa rifiuto.
Di conseguenza, fornire ai progettisti competenze sui materiali e sulle ripercussioni nel riciclo delle diverse combinazioni possibili tra materiali plastici e tipologie di imballaggio è un primo passo per avviare dei processi di innovazione nello sviluppo di nuove soluzioni di imballaggi più facilmente riciclabili.
È infatti importante considerare che, allo stato attuale delle tecnologie, è dalla combinazione tra tipologie di imballaggio e materiali che si determina buona parte del fine vita che quell’imballaggio avrà una volta conferito nella raccolta differenziata. Come vedremo in seguito nel documento l’abbinata materiale-tipologia di imballaggio e l’interazione delle diverse componenti realizzate con diversi materiali, sono gli elementi principali da considerare per poter progettare un imballaggio senza compromettere la sua riciclabilità. Riciclabilità che può essere valutata sul singolo imballaggio ma che si concretizza poi in funzione del flusso in cui quell’imballaggio andrà a confluire a seguito delle fasi di raccolta, selezione e dei processi che ne caratterizzeranno la gestione.
Le materie plastiche sono classificate in base a un sistema di identificazione sviluppato dalla Society of the Plastics Industry (SPI) nel 1988 e ripreso a livello europeo nella Decisione della Commissione 97/129/CE. La classificazione è utilizzata per l’individuazione del materiale ai fini del riciclo e prevede una codifica dei polimeri più diffusi contrassegnati con abbreviazioni e numerazioni dall’1 al 6, mentre il numero 7 è riferito genericamente a tutti gli altri tipi di materie plastiche.
Bisogna precisare che la Decisione della Commissione 97/129/CE non prescrive l’obbligo di etichettatura ambientale degli imballaggi che allo stato attuale rimane a livello volontario. Va ricordato però che, se l’azienda intende adottare etichettature ambientali che attestino di quale materiale è composto l’imballaggio, se è riciclabile e/o l’eventuale contenuto di riciclato, il riferimento alla normativa vigente è d’obbligo.
Di seguito si presenta una descrizione dei materiali polimerici secondo il sistema di identificazione definito nella Decisione 97/129/CE. Tale descrizione permette di comprendere e contestualizzare le indicazioni progettuali presentate in questa pubblicazione.
PET (POLIETILENE TEREFTALATO) - Codice identificativo 1
Proprietà
Il PET è una resina termoplastica appartenente alla famiglia dei poliesteri e ottenuta per policondensazione dall’acido tereftalico e dal glicole etilenico.
È un polimero resistente agli urti e con buone proprietà meccaniche. Allo stato amorfo, si presenta trasparente e incolore e generalmente viene lavorato per stampaggio a iniezione, estrusione e stiro-soffiaggio.
Applicazioni
Il PET è largamente utilizzato nella produzione di bottiglie per bevande, vaschette e contenitori. Si possono ottenere bottiglie estremamente leggere e con un’ottima resistenza alla permeazione dei gas come l’anidride carbonica, disciolta nelle bevande gassate. Inoltre, il materiale presenta una buona resistenza allo stress cracking, cioè la capacità di opporsi alle deformazioni sotto sollecitazioni costanti, come nel caso di prolungato stoccaggio di bottiglie contenenti bevande gasate. Le doti di resistenza meccanica e termica consentono l’utilizzo del PET nel settore degli imballaggi sia rigidi sia flessibili, in particolar modo per la produzione di vaschette. Sia nelle bottiglie che nelle vaschette, le proprietà barriera possono essere ulteriormente incrementate ricorrendo a strutture multistrato con altri polimeri o all’aggiunta di additivi.
Riciclo
Il materiale riciclato (r-PET) mantiene caratteristiche molto simili al polimero vergine.
L’attuale tecnologia di selezione e riciclo fa sì che le bottiglie in PET (principale applicazione del polimero nel settore degli imballaggi) siano tra le tipologie di imballaggio più facilmente selezionabili e riciclabili, laddove non subentrino elementi accessori a complicarne il processo. Normalmente le bottiglie in PET vengono selezionate in tre flussi distinti: trasparenti, azzurrate e colorate (mix dei vari colori). Il polimero di riciclo ottenuto a partire dai primi due flussi presenta caratteristiche meccaniche e di colore molto vicine a quelle del polimero vergine, se si esclude un leggero ingiallimento e, con opportuni processi di decontaminazione e ripristino delle catene macromolecolari, può essere riutilizzato per la produzione di contenitori destinati al contatto con alimenti, comprese nuove bottiglie.
HDPE (POLIETILENE AD ALTA DENSITÀ) - Codice identificativo 2
Proprietà
Resina termoplastica della famiglia delle poliolefine, ottenuta dalla polimerizzazione dell’etilene. L’HDPE è un polimero dall'elevata resistenza meccanica, con buona rigidità e barriera all’umidità e agli agenti chimici. Opaco, inodore e atossico, viene comunemente lavorato per stampaggio ad iniezione, estrusione e soffiaggio.
Applicazioni
Grazie alle sue caratteristiche di resistenza e rigidità si rivela particolarmente adatto ad essere utilizzato nel settore degli imballaggi per la produzione di flaconi, barattoli e contenitori rigidi per alimenti, detergenti e agenti chimici. Inoltre viene utilizzato per la produzione di casse, tappi, fusti, articoli tecnici, casalinghi, giocattoli e componenti per l’arredo.
Riciclo
Le proprietà meccaniche del materiale riciclato sono simili a quelle del polimero vergine, anche se spesso sono presenti residui (pigmenti o additivi) derivanti dal precedente utilizzo che ne possono condizionare la qualità. Esistono numerose applicazioni per l’HDPE da riciclo.
Oggi le tecnologie di selezione e riciclo garantiscono un elevato grado di riciclabilità degli imballaggi in HDPE laddove non subentrino elementi accessori a complicarne il processo. In particolare, i flaconi in HDPE, largamente utilizzati per alimenti e prodotti per la cura della casa e della persona, per le loro caratteristiche, sono tra gli imballaggi più facili da selezionare e riciclare.
PVC o V (CLORURO DI POLIVINILE) - Codice identificativo 3
Proprietà
Il PVC è una resina termoplastica vinilica ottenuta dalla polimerizzazione del cloruro di vinile. Il polimero ha buone caratteristiche di resistenza all’usura, agli agenti chimici, al fuoco e alla degradazione. Il PVC può essere lavorato tramite stampaggio a iniezione, compressione e soffiaggio o mediante l’uso delle tecnologie di estrusione, calandratura e termoformatura.
Applicazioni
Il PVC trova applicazione soprattutto nella produzione di semilavorati e manufatti sia rigidi (PVC-U) sia flessibili (PVC-P), grazie all’aggiunta di plastificanti.
Nel settore degli imballaggi, il PVC viene impiegato per la produzione di flaconi e bottiglie per la cosmetica, etichette, blister e confezioni monoporzione. È molto impiegato nell’edilizia, anche in applicazioni per esterni, dalla componentistica alla produzione di pavimentazioni, rivestimenti, tubi per edilizia (ad esempio grondaie e tubi per acqua potabile), serramenti, teloni, pellicole rigide e plastificate. È, inoltre, largamente usato nei settori medicale ed ospedaliero, nell’industria chimica, in campo automobilistico e agricolo.
Riciclo
Per gli imballaggi domestici in PVC risulta, ad oggi, complicata la creazione di flussi da riciclo efficienti a causa delle quantità limitate di imballaggi realizzati con questo polimero presenti nella raccolta differenziata.
Viene invece avviato a riciclo con successo in altri settori, ad esempio quello dell’edilizia.
LDPE (POLIETILENE A BASSA DENSITÀ) - Codice identificativo 4
Proprietà
L’LDPE è una resina termoplastica della famiglia delle poliolefine, ottenuta dalla polimerizzazione dell’etilene. A differenza dell’HDPE è costituito da una struttura molecolare ramificata, caratteristica che lo rende un materiale leggero, trasparente, duttile e flessibile.
Possiede una buona resistenza chimica ad acidi e basi, elevata impermeabilità all’acqua ed eccellenti caratteristiche di isolamento elettrico e di trasparenza.
L’LDPE può essere sottoposto ai più comuni processi di stampaggio, soffiaggio e filmatura ed eventualmente accoppiato ad altri materiali.
Caratteristiche simili presenta anche l’LLDPE (polietilene lineare a bassa densità), che offre maggior resistenza alla lacerazione, ma minor lavorabilità rispetto all’LDPE.
Applicazioni
L’LDPE trova applicazione ed è largamente utilizzato nella produzione di manufatti flessibili come film, pellicole e sacchetti, utilizzati sia per imballaggi sia, ad esempio, per la produzione di teli agricoli.
Tra le altre applicazioni del polietilene a bassa densità si ricordano i rivestimenti per cavi, le tubature flessibili e, più in generale, imballaggi e componenti che richiedono caratteristiche di flessibilità e resistenza a deformazioni.
Riciclo
L'LDPE da riciclo mantiene le proprietà meccaniche del materiale primario, anche se nei processi di riciclo e rilavorazione spesso viene a mancare la trasparenza originale. Il grado di riciclabilità degli imballaggi in LDPE è legato all’eterogeneità che contraddistingue le possibili applicazioni nel campo degli imballaggi. Ad esempio molti imballaggi flessibili in LDPE sono stampati all’esterno, metallizzati o accoppiati con alluminio oppure presentano strutture multistrato con altri polimeri.
PP (POLIPROPILENE) - Codice identificativo 5
Proprietà
Il PP è una resina termoplastica della famiglia delle poliolefine, ottenuta per poliaddizione del propilene.
Per la sua struttura molecolare è caratterizzato da una buona resistenza termica e da elevata rigidità ed è barriera alla permeazione di vapore acqueo, ma non ai gas. Caratteristica che lo rende, ad esempio, inutilizzabile per il confezionamento di bevande gasate.
Il PP è un polimero che presenta caratteristiche di grande versatilità per quanto riguarda la lavorabilità che avviene attraverso i più comuni processi di trasformazione, grazie ai quali si può ottenere materiale flessibile o rigido, trasparente oppure opaco.
Applicazioni
Le caratteristiche del PP ne permettono l’utilizzo in svariati settori.
Può essere impiegato nella produzione di moltissimi oggetti di uso comune, a cominciare dagli articoli casalinghi e dai giocattoli, fino al settore medico e a quello degli elettrodomestici.
Nel settore degli imballaggi si ottengono vaschette e flaconi rigidi oppure film e nastri flessibili.
Riciclo
Il PP da riciclo mantiene le caratteristiche fisiche del polimero vergine senza particolari difetti estetici, purché correttamente separato per colore prima del processo di riciclo. Il grado di riciclabilità degli imballaggi in PP è legato alla eterogeneità che contraddistingue le possibili applicazioni nel campo degli imballaggi.
PS (POLISTIRENE O POLISTIROLO) - Codice identificativo 6
Proprietà
Il PS è una resina termoplastica ottenuta per poliaddizione dello stirene.
È un materiale leggero dalle caratteristiche di rigidità, brillantezza e trasparenza. Possiede ottima resistenza agli agenti esterni, ma è molto sensibile agli urti. Questo difetto può essere superato con l’aggiunta di gomme (HIPS) o trasformando il materiale in polistirene espanso (EPS), ottenuto attraverso un processo di inserimento di gas espandenti come il pentano. Il PS viene lavorato per stampaggio ad iniezione o prodotto in fogli e lastre di diverse densità destinate alla termoformatura.
Applicazioni
Il polistirene trova numerosi impieghi soprattutto nel settore degli imballaggi, nella realizzazione di stoviglie monouso, articoli da ufficio, contenitori monoporzione ed espositori.
La versione espansa è in uso nella realizzazione di imballaggi protettivi e antiurto, come le cassette, e di manufatti alleggerenti, isolanti e fonoassorbenti per l’edilizia.
Riciclo
La riciclabilità degli imballaggi in PS rigido conferiti nella raccolta differenziata domestica è condizionata dalla scarsa resistenza agli urti di questo polimero. Difatti, a causa degli stress meccanici che subiscono durante le fasi di raccolta e selezione (lacerazione dei sacchi, vagliatura), gli imballaggi in PS risultano frammentati in parti troppo piccole e leggere per essere selezionate in un flusso sufficientemente omogeneo da poter essere avviato a riciclo. Inoltre, molti imballaggi in PS espanso (EPS), come le vaschette utilizzate per confezionare carne o prodotti cremosi, sono contaminati da residui di prodotto e quindi difficilmente selezionabili per l’avvio a riciclo. Molto probabilmente i progressi nelle tecnologie di selezione renderanno possibile, in futuro, una maggiore precisione nella selezione in positivo di frammenti di piccole dimensioni, e quindi del loro avvio a riciclo. Sono in corso sperimentazioni in tal senso.
Il problema non si pone, o si pone in misura molto minore, se l’EPS viene raccolto a priori in un flusso omogeneo e pulito, ad esempio mediante il conferimento di imballaggi non contaminati ad un’isola ecologica (come nel caso degli elementi di protezione di mobili ed elettrodomestici).
ALTRE PLASTICHE - Codice identificativo 7
In questa categoria rientrano tutti i polimeri senza un codice identificativo specifico, insieme alle combinazioni di polimeri che non possono essere separati mediante semplice azione meccanica (è il caso degli imballaggi flessibili multistrato, costituti, ad esempio, da uno strato di PE racchiuso tra due strati di PET.Poiché i tre strati sono saldati assieme, non possono essere separati tra loro con una operazione meccanica, come la riduzione in scaglie). In questa categoria rientrano tutta una serie di polimeri il cui uso nella produzione di imballaggi è, al momento, limitato per cui non si è ritenuto di dover assegnare uno specifico codice. Tra questi, a titolo di esempio, si possono considerare il Polimetilmetacrilato (PMMA), il Policarbonato (PC), il Poliuretano (PUR) o la Poliammide (PA o nylon). Sempre in questa categoria rientrano molti biopolimeri e/o polimeri biodegradabili, il cui utilizzo nella produzione di imballaggi si sta diffondendo.
Applicazioni
Poiché questa categoria comprende molti polimeri e loro combinazioni, risulta difficile individuare applicazioni specifiche. In generale vengono utilizzati per ottenere prestazioni e caratteristiche che non possono essere ottenute coi polimeri appartenenti alle categorie precedenti. È questo il caso di molti imballaggi multistrato, in cui si utilizzano uno o più strati di polimero principale, che conferiscono all’imballaggio le proprietà meccaniche richieste, in combinazione con strati di altri polimeri che apportano all’imballaggio caratteristiche specifiche, come un effetto barriera o una finitura superficiale più adatta alla stampa con più colori. A volte gli strati di polimeri diversi sono tenuti assieme da adesivi (tie layers).
Riciclo
Proprio perché si tratta di una categoria molto variegata, a livello di selezione e riciclo si possono fare solamente delle considerazioni di carattere generale.
La riciclabilità di queste tipologie di imballaggi è condizionata dalla forte eterogeneità delle applicazioni che li contraddistingue, nonché dalla frequente presenza di altri materiali polimerici abbinati.
Generalmente, questi imballaggi non vengono riconosciuti e selezionati in positivo, ma rimangono nella frazione residua che nel caso della raccolta differenziata degli imballaggi in plastica di origine domestica viene avviata a recupero energetico. In teoria questi imballaggi potrebbero essere selezionati in positivo ma le quantità non sono sufficienti per rendere il processo sostenibile ed efficiente. In ogni caso, poiché in Italia la raccolta differenziata degli imballaggi in plastica di origine domestica è estesa a tutte le tipologie di imballaggi, i cittadini possono conferire anche queste tipologie di imballaggi nella raccolta differenziata gestita dai comuni, secondo le modalità indicate a livello locale e dopo avere rimosso gli eventuali residui di contenuto.
La famiglia delle bioplastiche
Con il termine bioplastiche si intendono diverse categorie di polimeri che si distinguono dai polimeri tradizionali per l’origine (da fonte totalmente o parzialmente rinnovabile) e il fine vita (compostabili o non). Le plastiche che hanno origine da materia prima rinnovabile derivano ad esempio da mais o barbabietola da zucchero, ma tale origine di per sé non è sufficiente a garantirne la biodegradabilità e compostabilità. Con riferimento alla loro gestione del fine vita, la distinzione che va fatta riguarda proprio la biodegradabilità e la compostabilità in conformità con la norma UNI EN 13432-2002. Di conseguenza, è possibile identificare due macrogruppi di bioplastiche: quelle biodegradabili e compostabili in conformità con la norma UNI EN 13432-2002 e quelle che non lo sono.
Sulle prime, mediante prove di laboratorio e in scala reale, si verifica l’effettiva biodegradabilità e compostabilità degli imballaggi (caratteristica di rifiuti organici trattati per produrre compost; devono essere sufficientemente biodegradabili in modo da non ostacolare la raccolta separata e il processo o l’attività di compostaggio in cui sono introdotti).
Gli imballaggi conformi alla norma di riferimento possono essere etichettati con appositi marchi per comunicarne le caratteristiche di compostabilità e biodegradabilità, come il MARCHIO DI QUALITÀ del Consorzio Italiano Compostatori e dell’ente certificatore Certiquality, il Marchio “COMPOSTABLE”, il cui uso è subordinato alla certificazione di compostabilità rilasciata dall’organismo di certificazione DIN (Ente di normazione tedesco), i Marchi “OK COMPOST”, “OK BIODEGRADABILE” e “OK COMPOST HOME” legati alle certificazioni dell’ente internazionale di certificazione TUV-VINCOTTE.
Gli imballaggi realizzati in plastiche biodegradabili e compostabili ai sensi della norma tecnica vengono oggi utilizzati soprattutto per la realizzazione di shopper monouso e alcune altre tipologie di imballaggi rigidi (principalmente stoviglie, piatti e bicchieri monouso) e flessibili (film e pellicole per sacchettame vario). La principale applicazione attuale resta quella degli shopper monouso che, una volta terminata la prima vita utile, possono essere nuovamente usati per la raccolta differenziata dei rifiuti organici. È essenziale, comunque, indicare il divieto di abbandono nell’ambiente dato che la loro degradazione in condizioni diverse dal compostaggio può durare anche anni.
Esistono poi bioplastiche che hanno origine totalmente o parzialmente da materia prima rinnovabile ma che hanno la stessa struttura chimica dei corrispondenti materiali polimerici di origine fossile e criteri di purezza coincidenti. Tali polimeri trovano applicazione identica rispetto ai corrispondenti polimeri di origine fossile.
Gli imballaggi in plastica biodegradabile e compostabile possono essere raccolti con i rifiuti organici, ove disponibile la raccolta differenziata organica, anche qualora siano sporchi di residui alimentari. Se l’imballaggio non presenta residuo alimentare e su disposizione degli organi locali competenti, può essere raccolto anche con gli imballaggi di plastiche tradizionali.
Per quanto riguarda le bioplastiche che presentano la stessa struttura chimica delle plastiche tradizionali, l’unica differenza fra le due tipologie di plastiche è da ritrovarsi nelle materie prime utilizzate e nei processi di upstream; le proprietà, le performance nelle applicazioni e nel riciclo sono identiche, persino la materia seconda derivante dai processi di riciclo dei due materiali non presenta differenza alcuna per quanto riguarda la qualità. Questi polimeri bio-based possono, perciò, rientrare nel sistema di identificazione definito nella Decisione 97/129/CE relativo ai rispettivi polimeri di origine fossile (ad esempio, il PET di origine vegetale sarà indicato con la codifica 1, la stessa utilizzata per il PET di origine fossile) e quindi essere destinati alla raccolta degli imballaggi in plastica.
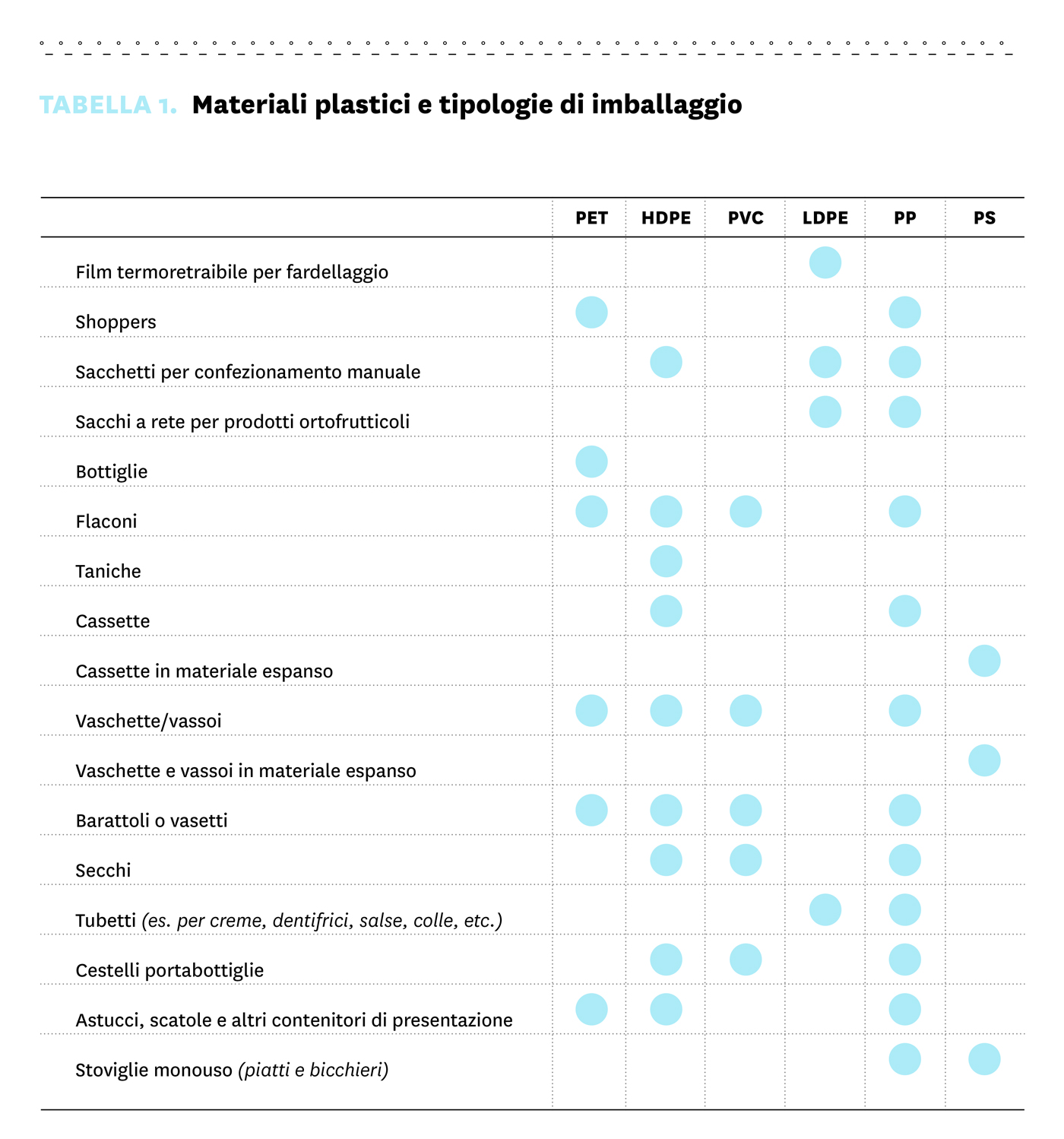
A seguire, viene presentato anche uno schema utile a riassumere gli abbinamenti più frequenti tra tipologia di materiale plastico e tipologia di imballaggio.
Il processo di selezione e riciclo degli imballaggi in materiale plastico
La corretta progettazione di un imballaggio non può prescindere dalla conoscenza delle sue modalità d’uso, ma anche da tutti i processi che questo dovrà subire dalla produzione alla fase di smaltimento e riciclo.
Per progettare un imballaggio ecosostenibile è infatti fondamentale comprendere cosa accade anche nella fase di fine vita/nuova vita. La seguente descrizione, che potrebbe sembrare il semplice racconto dei processi di riciclo, è invece il punto di partenza sul quale si baseranno tutte le linee guida qui presentate.
Dalla descrizione della filiera del riciclo è possibile comprendere quali siano le fasi che l’imballaggio affronta una volta divenuto rifiuto. Inoltre, conoscere le fasi caratteristiche della filiera (raccolta, selezione e riciclo) dà la possibilità ai progettisti degli imballaggi di avviare dei processi progettuali alternativi finalizzati a proporre variazioni tali da diventare buone soluzioni da emulare. L’oggetto di queste linee guida sono gli imballaggi in plastica destinati all’utilizzo domestico che, pertanto, per entrare nella filiera del riciclo transitano dalla raccolta differenziata urbana, primo anello per le successive attività di selezione e riciclo o, in alternativa, recupero energetico laddove il riciclo non sia al momento tecnicamente ed economicamente sostenibile.
La maggior parte di questi imballaggi è composta da un “corpo” principale (in seguito chiamato anche “struttura”), ad esempio la bottiglia in PET, e da “componenti” accessori necessari per consentire all'imballo le sue molteplici funzioni, quali ad esempio il tappo, l’etichetta, le colle e gli inchiostri che sono applicati sul corpo. Nella filiera di riciclo attuale tutte le “componenti” applicate seguono il flusso del “corpo”, perciò sono necessari diversi processi per separarli tra loro (ove questo sia necessario). Per questo motivo attualmente sono presenti indicazioni specifiche che, a seconda della componente, permettono di ottimizzare l’avvio a riciclo del corpo principale dell’imballaggio. Da una conoscenza più approfondita del funzionamento della filiera è possibile trarre considerazioni ulteriori, dando la possibilità al progettista di immaginare strade differenti. Una soluzione alternativa è, ad esempio, quella di fare in modo che l’utente, al momento della fruizione del prodotto, si trovi costretto a dividere i diversi materiali che compongono l’imballaggio al fine del conferimento: progettare, ad esempio, una vaschetta in cui sia necessario staccare completamente il film di chiusura per aprirla così da portare automaticamente lo stesso consumatore a conferire i due materiali separatamente, trasforma il sistema imballaggio composto dal corpo (vaschetta) e dalla componente (film) in due elementi/strutture distinte che, sin dalla fase di selezione, seguiranno percorsi diversi. Ciò ha senso ovviamente laddove sia preferibile che le componenti seguano un flusso diverso rispetto a quello del corpo principale per aumentare la resa a riciclo di entrambi. Questo è solo un esempio di come la conoscenza della filiera del riciclo possa portare i progettisti ad individuare soluzioni innovative per facilitare il riciclo degli imballaggi post consumo domestici in materiale plastico.
La filiera del riciclo è composta da tre macro processi:
- la raccolta differenziata;
- la selezione;
- il (reale) processo di riciclo.
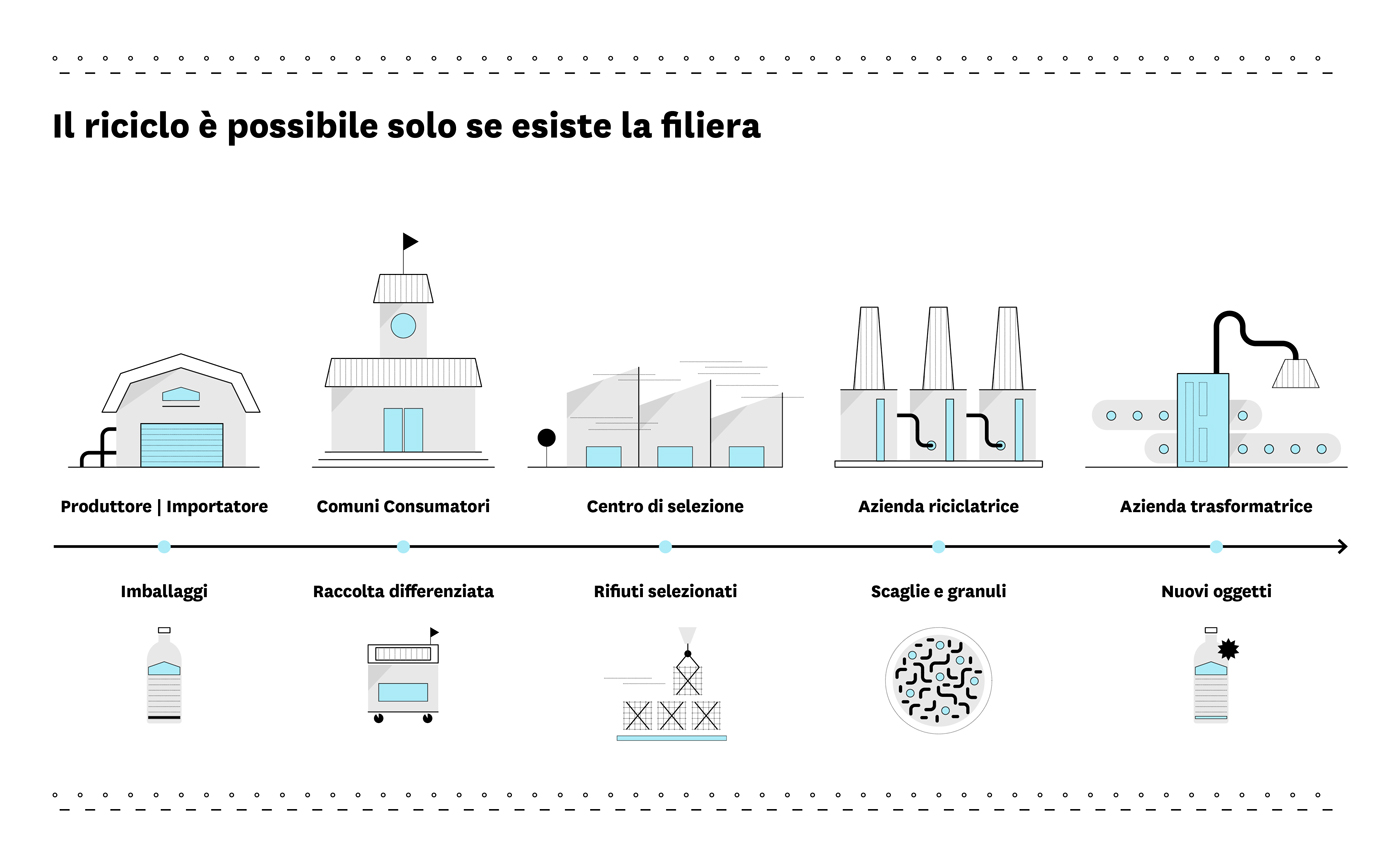
Fondamentali, però, sono anche le fasi a monte (produzione) e a valle (azienda trasformatrice delle materie prime seconde in nuovi oggetti). Difatti, solo se esiste un’adeguata conoscenza delle logiche di funzionamento dei flussi e di ciascuno degli anelli della filiera è possibile parlare di design for recycling.
Raccolta differenziata degli imballaggi post-consumo
La prima fase è inevitabilmente la raccolta differenziata da parte del cittadino. In questo senso è utile ricordare come il corretto conferimento dell’imballaggio in raccolta differenziata contribuisca all’ottimizzazione degli attuali processi di riciclo e alle relative rese.
Essendo questa la fase che può condizionare tutto il processo, Comuni, Enti e Istituzioni da anni informano i cittadini di alcune buone pratiche come:
- svuotare il più possibile i contenitori da eventuali residui di prodotto contenuto;
- ridurre al minimo il volume dei contenitori come bottiglie e flaconi per aumentare la quantità di imballaggio in rapporto al volume occupato.
Non è, invece, così diffusa la conoscenza del fatto che, ad esempio, il lavaggio dei contenitori da parte dell’utente finale sia sovente non necessario e non consigliato o che, tra le modalità di riduzione del volume degli imballaggi, ve ne siano alcune da preferire (ad esempio, è preferibile appiattire la superficie laterale delle bottiglie piuttosto che schiacciarle dal tappo verso il fondo perché ciò rende l’imballaggio più stabile sui nastri trasportatori degli impianti di selezione e facilita la lettura del materiale e la separazione delle etichette, o ancora che non si dovrebbero mai mettere gli imballaggi uno dentro l'altro per consentire la loro corretta riconoscibilità). Quest’ultima considerazione vale soprattutto per quei Comuni che ottimizzano la raccolta differenziata raccogliendo gli imballaggi in plastica insieme a quelli in metallo e separano i due materiali in un secondo tempo. Elementi metallici di una certa dimensione, se non intercettati ed allontanati durante le operazioni di selezione e preparazione per il riciclo, possono portare al danneggiamento delle lame dei mulini utilizzati per macinare gli imballaggi in plastica.
La corretta raccolta differenziata è quindi una prima fase di separazione che avviene in casa del consumatore e la cui qualità rappresenta un fattore fondamentale per l’intera filiera di riciclaggio, motivo per cui rivestono un ruolo importante le istruzioni per la raccolta differenziata domestica dei rifiuti di imballaggio. Cosa può fare quindi il progettista? La sua abilità sta anche nel non dare per scontata la collaborazione del consumatore e, come vedremo oltre, nell'identificare soluzioni che portino in modo automatico il consumatore ad agire correttamente (ad esempio, come si è già detto, rendendo completamente separabili al primo utilizzo dell'imballaggio le eventuali componenti che potrebbero interferire con le successive fasi di riciclo dell'imballaggio principale).
Attività di selezione degli imballaggi in materiale polimerico
Una volta raccolti, gli imballaggi in plastica post-consumo raggiungono i centri di selezione, dove i materiali attraversano diverse fasi che portano a valorizzare flussi omogenei in uscita da destinare alle successive attività di riciclo.
Di seguito, sono brevemente descritte le macrofasi che caratterizzano il processo di selezione:
- rimozione oggetti ingombranti che per le loro dimensioni, ostacolano il funzionamento degli impianti;
- disimballo e lacerazione dei sacchi per liberare i singoli imballaggi in essi contenuti;
- vagliatura, con eliminazione delle impurità e degli elementi di piccole dimensioni non selezionabili;
- separazione in due flussi distinti: imballaggi bidimensionali (flessibili) e imballaggi tridimensionali (rigidi);
- separazione con rivelatori ottici o ad infrarosso (detettori);
- controllo manuale.
In questo ordine o altri, ripetute a seconda delle esigenze o suddivise in ulteriori sottocategorie a seconda dell’impianto, queste attività permettono di suddividere gli imballaggi provenienti dalla raccolta differenziata in una serie di flussi omogenei, ciascuno dei quali può essere avviato a riciclo. A valle delle operazioni di selezione, i flussi di imballaggi residuali e frazione fine vengono avviati a recupero energetico.
Dopo la rimozione degli oggetti ingombranti, gli imballaggi post consumo vengono trascinati tramite nastri trasportatori a un apposito macchinario adibito alle operazioni di disimballo e lacerazione dei sacchi.
Qui parte la vagliatura, generalmente una delle prime fasi, che ha lo scopo di separare gli imballaggi in materiale plastico selezionabili dai contaminanti e dagli imballaggi di piccole dimensioni. L’obiettivo di questo processo è la separazione tra gli imballaggi post consumo in plastica e i piccoli residui, come terra, pietre, piccoli pezzi di altri materiali (legno, metalli, vetro), che verranno separati dal flusso principale e poi destinati ad altre forme di recupero.
In queste prime fasi vengono, inoltre, separati gli imballaggi troppo grandi (solitamente fusti o simili provenienti dalla raccolta non domestica) e gli elementi troppo piccoli per poter entrare nel processo di selezione .
Sempre grazie ad un processo di vaglio vengono suddivisi i materiali rigidi da quelli flessibili e indirizzati a flussi di selezione separati.
Al termine di questa fase, i due flussi (rigidi e flessibili) vengono distribuiti su nastri trasportatori, che generalmente si muovono ad una velocità di 2-3 metri al secondo. La corretta distribuzione del materiale sul nastro, evitando sormonti ed incastri tra i singoli imballaggi, è fondamentale per il successo delle successive operazioni di selezione con detettori.
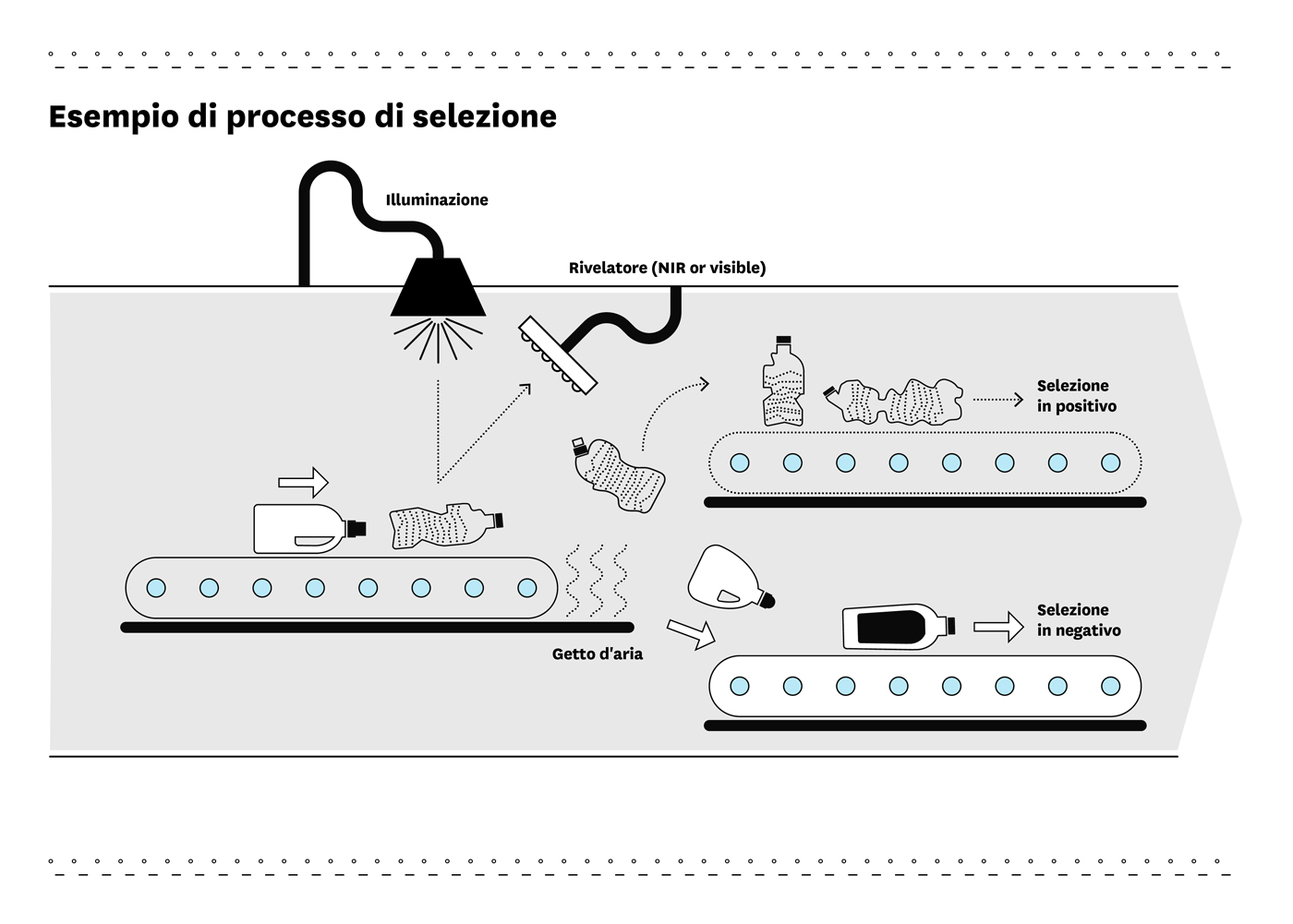
Gli imballaggi vengono trasportati con dei nastri sotto i detettori che, in fasi successive, li suddividono in specifici flussi per il riciclo attraverso il riconoscimento della superficie dell'imballaggio. Questa suddivisione riguarda principalmente due modalità di selezioni e può avvenire per materiale plastico e, eventualmente, per colore:
- nella prima (quella per materiale plastico) i detettori sono a infrarossi NIR (Near Infra Red) e separano gli imballaggi post consumo in funzione delle famiglie di materiale polimerico di riferimento rispetto al flusso generale;
- nella seconda (quella per colore) i detettori sono ottici e, indistintamente dal materiale, riconoscono uno specifico colore.
La combinazione delle due tipologie di detettori permette di separare gli imballi per famiglia di materiale e, successivamente, nei casi in cui risulti vantaggioso per migliorare la qualità del materiale selezionato, per colori, a seconda dei flussi che si vogliono ottenere.
Il corretto funzionamento di queste fasi dipende pertanto dalla capacità dei detettori di riconoscere correttamente gli imballaggi post consumo sia in funzione del materiale sia in funzione del colore.
Tale riconoscimento è un processo alquanto complesso ed è dal risultato di questa operazione che si determina poi il flusso in cui l'imballaggio andrà a finire; il tutto avviene in una frazione di secondo. È inoltre utile specificare che nella separazione con detettori non vengono suddivise le singole componenti, ad esempio le vaschette e il film di chiusura o le bottiglie e le etichette, perché il processo riconosce in ogni imballaggio post consumo il materiale prevalente in superficie, auspicabilmente il corpo ( ma, in realtà, non sempre ). Ne deriva che i flussi ottenuti in questa fase non saranno completamente omogenei per materiale; nella fase successiva potrebbe rendersi necessaria un’ulteriore pulizia (normalmente manuale, ma in alcuni casi particolari potrebbe essere un ulteriore passaggio sotto un detettore), per ottenere un materiale da riciclo di qualità adeguata.
L’ultima fase è il controllo dei flussi da parte di operatori specializzati. Questa fase serve per verificare che non ci siano stati errori nella lettura dei detettori o meglio che i materiali non siano inquinati con altri che non possono essere riconosciuti dai detettori, come nel caso della presenza di materiali non plastici all’interno degli imballaggi selezionati, che non sono riconoscibili in un processo automatizzato, ma solo da operatori attenti. Questo controllo può essere presente e ripetuto in più punti del processo. Ciò permette di rimediare agli errori di lettura, rimuovendo gli imballaggi selezionati per errore (ad esempio perché sormontati ad altri imballaggi) o quelli selezionati correttamente dal detettore ma la cui presenza riduce la qualità del materiale per il riciclo, ad esempio le vaschette in PET nei flussi di bottiglie in PET.
Il materiale così ottenuto viene infine pressato in balle, stoccato e inviato agli impianti di riciclo adatti a trattare gli specifici flussi.
Il processo di riciclo
Successivamente alla fase di selezione del materiale avviene il processo di riciclo vero e proprio. I flussi suddivisi più o meno dettagliatamente per materiale e, in alcuni casi, per colore vengono indirizzati, a seconda delle tipologie, a diversi processi basati su quattro fasi che, organizzate in modo variabile secondo la struttura dell’impianto, macinano, lavano, separano per flottazione e asciugano il materiale che sarà così pronto per essere immesso nel sistema produttivo come materiale riciclato.
Il primo elemento per il buon funzionamento di un impianto di riciclo è il rapporto del materiale plastico da riciclare rispetto ai residui e alle contaminazioni di altri materiali che provengono da componenti eventualmente introdotte nel flusso. È quindi auspicabile che il materiale d'interesse (target material) sia almeno l'80% del peso complessivo ; in alcuni casi, soprattutto a seconda della tipologia dei flussi in ingresso, potrebbero rendersi necessarie ulteriori operazioni di selezione o pulizia per permettere un rapporto ottimale tra i diversi materiali. Dopo l’apertura delle balle, i materiali vengono caricati su nastri trasportatori, che li conducono alle diverse fasi.
Prima della macinazione viene generalmente installato un metal detector, che serve ad individuare e rimuovere eventuali residui metallici nel flusso che determinano l'usura precoce delle lame del mulino di macinazione e, se di dimensioni rilevanti, possono, in alcuni casi, danneggiarlo seriamente .
L’individuazione di componenti metalliche è oggi un’operazione tecnologicamente semplice: i metal detector utilizzati, a seconda di come sono tarati, possono individuare sia pezzi sia additivi o vernici con pigmenti a basi metalliche. Questi ultimi non danneggiano le lame ma in certi casi vengono rimossi perché riducono la qualità del polimero di riciclo ottenuto.
La prima vera fase del processo di riciclo è dunque la macinazione meccanica: il materiale passa attraverso un mulino, ad esempio con lame rotanti che, generalmente con l’ausilio di acqua, sminuzza il materiale riducendolo in pezzi . Questo processo permette quindi di ottenere elementi uniformi indistintamente dalla loro precedente forma o funzione: bottiglie, flaconi, contenitori, vaschette, tappi, pellicole ed etichette (a seconda dei flussi) vengono così ridotti in un agglomerato di pezzi di dimensioni uniformi di cui più dell’80% è il materiale che si vuole riciclare. L’obiettivo di questa fase è separare tra loro i materiali che fino a questo momento erano rimasti collegati da sistemi meccanici, ad esempio i tappi avvitati o a pressione.
La macinazione non ha alcun effetto su materiali tenuti assieme da incollaggi, saldature, estrusione o laminazione a caldo.
Alla macinazione fa seguito il lavaggio, che serve a rimuovere i residui e le impurità superficiali. A seconda del tipo di polimero e della qualità del materiale di riciclo che si vuole ottenere, può essere effettuato a caldo o a freddo. Nei casi più semplici viene usata solamente acqua, più di frequente vengono aggiunti detergenti, antischiuma e altre sostanze in grado di facilitare la rimozione della contaminazione superficiale, in particolare di quella oleosa. Lo sfregamento delle scaglie tra loro e contro le pale fornisce la necessaria azione meccanica. Se vengono impiegati detergenti, al lavaggio può far seguito un risciacquo con acqua per rimuovere i residui di detergente.
Avviene poi la seconda e più importante fase del processo di riciclo: la separazione per flottazione. È qui che si separano i materiali da riciclare da quelli che non riguardano il flusso di riciclo. I materiali sminuzzati vengono introdotti in una vasca d’acqua nella quale avviene una separazione fisica per galleggiamento.
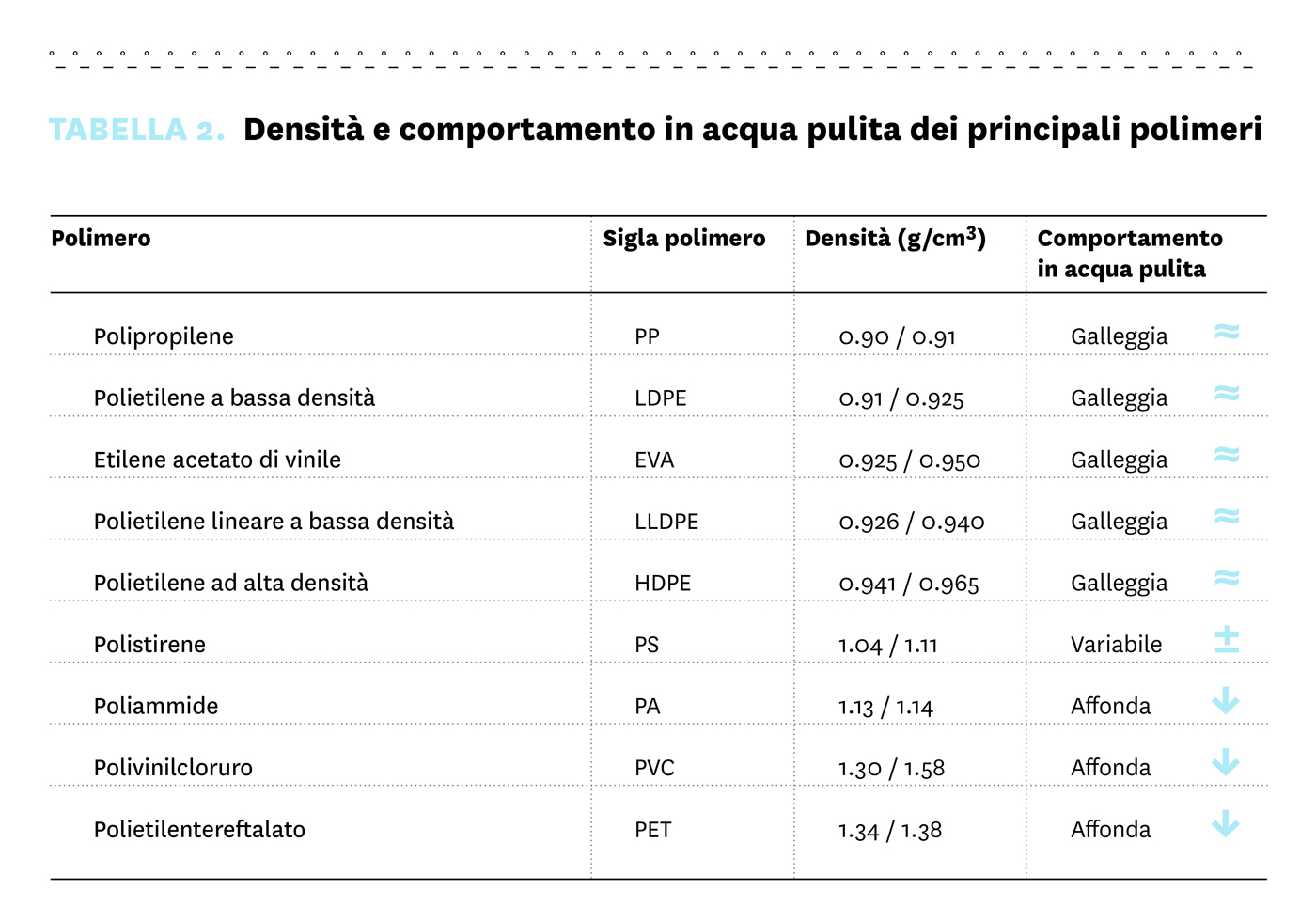
A seconda della loro densità (che generalmente oscilla tra gli 0,90 e gli 1,40 g/cm3 ) il PP, LDPE, HDPE galleggiano, mentre PS, PET e PVC si depositano sul fondo, avendo densità superiore a 1 g/cm3 (valore della densità dell’acqua). A questo punto, a seconda dell’impianto di riciclo, si andrà a raccogliere una delle due parti per recuperare il materiale d’interesse. A seconda delle situazioni, la parte restante può essere anch’essa oggetto di riciclo. È il caso, ad esempio, del riciclo delle bottiglie di PET. Durante la separazione per flottazione, le scaglie di bottiglia si raccolgono sul fondo e vengono separate, mentre quelle dei tappi (che sono realizzati in HDPE o PP) galleggiano e possono essere recuperate per essere riciclate separatamente tramite un altro flusso.
È, quindi, necessario non mescolare il flusso di un materiale con altri che hanno la stessa densità, altrimenti in questa fase la separazione sarà errata .
La fase conclusiva è l’asciugatura del materiale, accompagnata all’eventuale depolverizzazione. L’umidità residua viene allontanata e a questo punto l’imballaggio post consumo è stato trasformato in una materia prima seconda (MPS), che può essere immessa in un processo produttivo.
Il risultato finale di un impianto di riciclo è rappresentato da scaglie di materiale lavato. In alcuni casi, come nel riciclo dei flaconi di HDPE e delle bottiglie di PET, le scaglie si possono usare direttamente come materia prima seconda per produrre nuovi manufatti.
In altri casi, il processo di riciclo si può concludere con l’estrusione del materiale, al fine di ottenere un materiale uniforme per dimensioni e colore. Quest’ultima fase restituisce un prodotto in granuli (generalmente simili a lenticchie) analogo per dimensioni a quello di un polimero vergine e quindi più facilmente gestibile in un processo produttivo. L’estrusione fornisce anche l’opportunità di addizionare al materiale di riciclo additivi, cariche o coloranti, che ne migliorino le caratteristiche per il tipo di applicazioni alle quali il materiale è destinato.
Di seguito è rappresentato uno schema esemplificativo che sintetizza i processi di selezione e riciclo.
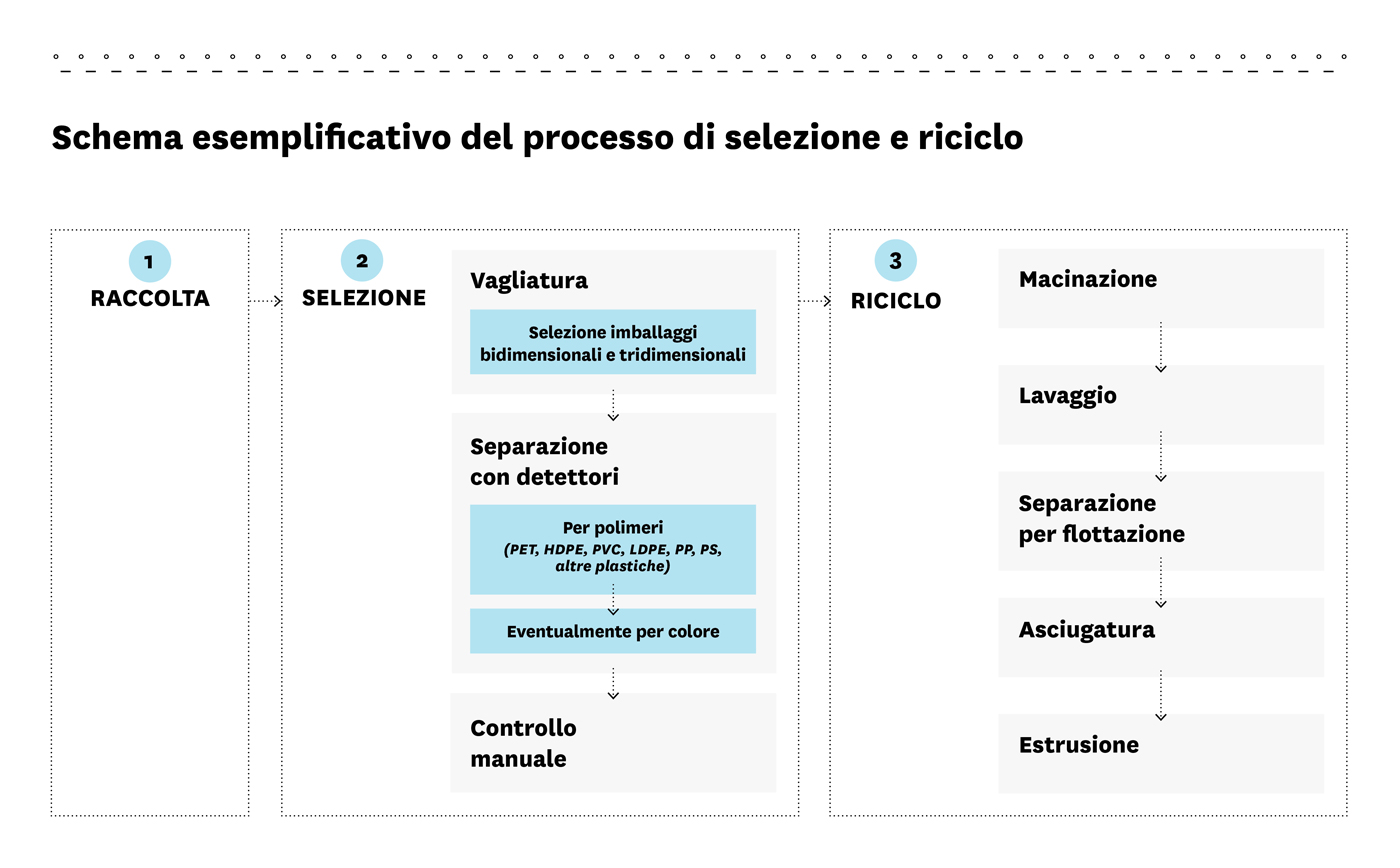
Lo schema generale proposto si può contestualizzare rappresentando esempi di possibili processi di diverse tipologie di imballaggi considerando le tecnologie disponibili anche in funzione dei materiali oggi in ingresso nelle piattaforme.
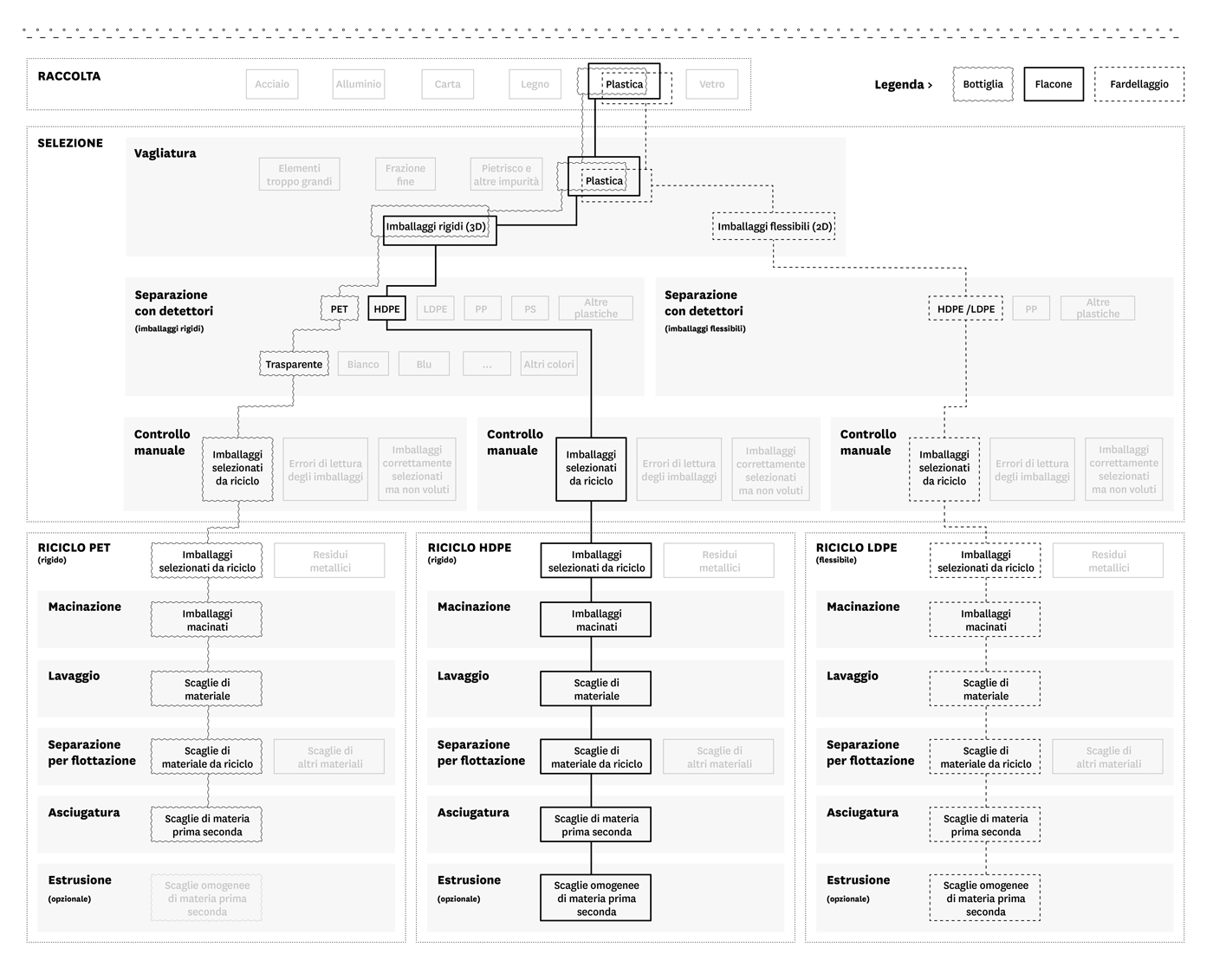
Nella figura che segue sono rappresentati esempi di processi di selezione e riciclo di tre imballaggi differenti: una bottiglia trasparente, un flacone e un film utilizzato per fardellaggio. Le tre tipologie seguono fasi del processo simili, ma già in fase di selezione, i percorsi si dividono e, nella fase conclusiva, seguono un percorso che corrisponde a un impianto di riciclo differente e dedicato alla tipologia del materiale.
Indicazioni progettuali per la facilitazione delle attività di riciclo degli imballaggi in materiale plastico
Principi generali per la progettazione destinata alla facilitazione delle attività di riciclo
Le indicazioni qui presentate hanno l’obiettivo di offrire uno strumento per progettare imballaggi destinati al consumatore finale che facilitino le attività di selezione e riciclo. Tali indicazioni sono basate sullo stato attuale delle tecnologie degli impianti di selezione e riciclo operanti a livello industriale in Italia e pertanto saranno periodicamente aggiornate per adeguarle allo stato dell’arte della tecnologia e dei mercati.
La facilitazione delle operazioni di riciclo e la sempre maggiore attenzione alla valorizzazione dei materiali utilizzati per produrre gli imballaggi costituiscono una strategia importante non solo a livello ambientale, ma anche a livello economico e comunicativo.
In linea di principio tutti gli imballaggi in plastica sarebbero riciclabili, ma la reale possibilità che ciò avvenga dipende dalla corretta raccolta differenziata da parte dei consumatori finali, dalla tecnologia in uso, nonché dalla convenienza economica e ambientale delle attività di riciclo. Per questo motivo è vantaggioso utilizzare queste linee guida sia per analizzare e valutare un imballaggio già esistente, sia e soprattutto per progettarne di nuovi. Utilizzare le linee guida all’inizio della progettazione di nuovi imballaggi permetterà difatti di evitare o ridurre successive criticità nelle fasi di selezione e riciclo, riducendo gli impatti ambientali, in linea con le normative europee in materia. Grazie al riciclo, infatti, si riduce il prelievo di nuove risorse per la produzione di materie prime vergini e si ottengono benefici ambientali significativi.
Come sviluppato in introduzione, resta fermo il fatto che il progetto di imballaggio deve sempre partire da un’attenta valutazione delle caratteristiche e della tipologia di prodotto da contenere in modo da garantire una piena coerenza tra gli aspetti strutturali e le necessità di protezione del prodotto per poi passare alla definizione della tipologia di imballo più adatta e del materiale più idoneo. Aspetti come la sicurezza del consumatore e la rispondenza alle normative sono assolutamente prioritari. Solo in un secondo momento si potrà affinare la progettazione della forma del packaging, della sua vestibilità, delle modalità di confezionamento e di uso, nonché degli aspetti collegati alla logistica, all’esposizione nel punto di vendita e al suo fine vita.
Ne consegue che una prima indicazione generale sia quella di valutare con attenzione ogni caso singolarmente per trovare la giusta composizione tra requisiti prestazionali, normativi e di sicurezza (che restano imprescindibili) e facilitazione delle attività di riciclo.
Non è possibile, infatti, in questo settore, tracciare una linea guida assoluta e indicare delle regole generali valide per tutte le situazioni; ragion per cui queste linee guida hanno l’obiettivo di stimolare la ricerca di soluzioni di imballaggi più riciclabili a seconda del caso, analizzando il comportamento dell’imballaggio e di tutte le sue componenti lungo tutto il percorso che porta dalla raccolta differenziata alla produzione della materia prima seconda e non la pretesa di fornire indicazioni assiomatiche e valide in modo assoluto.
L’attività di progettazione può dar vita così a tre gradi di innovazione:
- riposizionamento: il tipo di intervento è mirato ad aggiustamenti progettuali per rinnovare e/o aumentare le prestazioni e induce a un grado di cambiamento ridotto. La richiesta d’innovazione parte solitamente dalle aziende utilizzatrici;
- evolutivo: iniziative legate ad innovazioni tecnologiche che generano vantaggi economici e competitivi nelle fasi di produzione e promozione dei prodotti con grado di cambiamento medio. La richiesta d’innovazione può partire da più attori della filiera produttiva;
- radicale: definizione di un nuovo concept del binomio prodotto-imballaggio e/o impostazione di un nuovo processo produttivo; investe sia il sistema-prodotto, sia il suo processo produttivo con un alto grado di cambiamento. La richiesta d’innovazione prende spunto sovente dall’insieme degli attori dell’intera filiera.
In tutti e tre i gradi dell’innovazione, il progettista potrà misurarsi con scelte che impattano sulla riciclabilità finale dell’imballaggio.
SICUREZZA E DURABILITÀ DEI PRODOTTI
Mantenendo come prioritari i requisiti di sicurezza, sarà importante progettare gli imballaggi con attenzione costante alle questioni ambientali, utilizzando soluzioni progettuali coerenti con la filiera del riciclo esistente o, ove ciò non sia possibile o auspicabile, che non influenzino negativamente i processi di selezione e riciclo esistenti nei quali l’imballaggio andrà ad inserirsi.
Per talune tipologie di prodotto, infatti, può accadere che sia preferibile un imballaggio più complesso di quanto il processo di riciclo richiederebbe e che, per le sue caratteristiche, potrebbe persino inquinare il flusso di materia da riciclo qualora venisse selezionato. Per i progettisti, quindi, è certamente fondamentale analizzare e progettare l’imballaggio in funzione della sua riciclabilità, qualora le funzioni che deve assolvere vengano tutelate. Diviene altresì essenziale tenere conto dell’intero flusso in cui l’imballaggio potrebbe essere selezionato, soprattutto laddove all’imballaggio siano richieste particolari prestazioni che comportano elementi accessori e trattamenti particolari e valutare se potrebbe avere impatti negativi sul processo di riciclo o sulla qualità dell’intero flusso di materiale riciclato. Ogni caso deve essere valutato singolarmente in ogni suo aspetto per una progettazione che salvaguardi il sistema nel suo complesso.
A tale proposito è buona norma che il progettista e l’azienda trasformatrice o utilizzatrice approfondiscano gli effetti sul processo di riciclo della soluzione che stanno scegliendo in modo da verificarne l’impatto e da individuare la combinazione migliore tra tipologia di prodotto contenuto, modalità di conservazione e riciclabilità del contenitore. Questo aspetto è tanto più importante quanto è maggiore la quota di mercato del prodotto per il quale si sta progettando l’imballaggio, perché maggiore sarà anche la quantità di rifiuti di imballaggi che confluirà nella raccolta differenziata e da questa negli impianti di selezione e di riciclo.
Un altro tema fortemente connesso alla preservazione della shelf life del prodotto è quello relativo al razionamento delle porzioni, che talvolta divengono monoporzioni, ai fini della riduzione degli sprechi di prodotto. Ciò accade, in modo particolare, nel caso degli imballaggi per alimenti o medicinali, anche a causa dei cambiamenti sociali ai quali stiamo assistendo e alla riduzione del numero dei componenti dei nuclei familiari. Facilitare le attività di riciclo non significa, dunque, scartare a priori determinati tipi di soluzioni progettuali, bensì calibrare un articolato sistema di fattori inerenti il rapporto tra contenuto e contenitore che concorrono in primo luogo alla valorizzazione dei prodotti e, in secondo luogo, all’ottimizzazione dei processi di riciclo.
FACILITAZIONE DELLE ATTIVITÀ DI RICICLO: LEVA DI PREVENZIONE CONAI
Gli imballaggi in materiale plastico rappresentano uno degli esempi più complessi da affrontare dal punto di vista del fine vita/nuova vita: più aumentano le prestazioni degli imballaggi, ad esempio, relativamente alla capacità di accrescere la shelf life dei prodotti contenuti, più rischia di diventare complesso gestire il fine vita di questi imballaggi quando diventano rifiuti.
Basilare, per questo, il concetto di facilitazione delle attività di riciclo. Introdotto da Conai come una delle leve di prevenzione , tale facilitazione si ottiene in tutte le innovazioni volte a semplificare le fasi di recupero e riciclo del packaging, come la realizzazione di imballaggi monomateriali o la separabilità delle diverse componenti (es. etichette, chiusure ed erogatori, ecc.).
È proprio per questo motivo che l’intervento accorto dei progettisti diventa fondamentale per rendere la produzione sempre più aderente alle richieste dell’economia circolare nella quale i “rifiuti” di un processo produttivo diventano “cibo” per lo stesso o un altro processo, con benefici non solo ambientali, ma anche evidenti vantaggi economici e di ottimizzazione dell’uso delle risorse/tempi/attività ( secondo la Commissione Europea, si calcola che in Europa sia possibile così ridurre in meno di vent’anni il fabbisogno di fattori produttivi materiali di quasi il 20% ).
COME UTILIZZARE LE INDICAZIONI PROGETTUALI
Le indicazioni qui presentate costituiscono una base dalla quale partire in un percorso di sempre maggiore attenzione alla facilitazione delle attività di riciclo.
Verranno trattati argomenti riferiti agli imballaggi nella loro configurazione complessiva, ma anche nello specifico di singole componenti. Per componenti si intendono i sistemi di chiusura (tappi, sistemi anti-manomissione, sigilli, pellicole/film), gli elementi di accessibilità (maniglie, beccucci, ecc.) e gli elementi di grafica e stampa (etichette e sleeve, inchiostri, colle e adesivi).
Per approfondire i vari temi trattati si consiglia di utilizzare anche le indicazioni e i riferimenti presenti nelle appendici di questo documento. Nel caso specifico delle bottiglie in PET esiste un riferimento europeo, voluto e sviluppato dall’intera filiera: le linee guida dell’European PET Bottle Platform (EPBP) .
Questo documento, frutto di una forte sinergia tra diversi attori coinvolti, è la testimonianza concreta di quanto sia importante il lavoro e la collaborazione di filiera per affrontare un tema tanto importante quanto complesso come quello della riciclabilità di una tipologia di imballaggio; complessità dovuta anche alla necessità di costante monitoraggio e confronto tra i diversi attori.
European PET Bottle Platform
EPBP nasce nel 2009 da un'iniziativa volontaria raggruppando tecnici esperti nel settore della progettazione, produzione e del riciclaggio di bottiglie in PET, con lo scopo di fornire un’analisi oggettiva e indipendente sulle tecnologie esistenti nel settore del riciclo delle bottiglie in PET, e una valutazione dell’impatto che queste tecnologie tendono ad avere sui processi di riciclo in Europa.
La piattaforma è sostenuta da alcune delle più importanti organizzazioni e associazioni europee interessate a questa tematica, quali European Federation of Bottled Waters (EFBW), European Association of Plastic Recycling and Recovery Organizations (EPRO), Petcore Europe, Plastics Recyclers Europe (PRE) e European non-alcoholic beverages association (UNESDA).
Per le aziende che sviluppano nuove innovazioni sulle bottiglie in PET (ad esempio, resine, additivi, tecnologie e nuovi processi di produzione) sono stati istituiti diversi test indicativi che permettono di valutarne la compatibilità con i processi di riciclo. Inoltre, è disponibile un percorso di valutazione, supportato da un gruppo di esperti che operano sotto vincolo di confidenzialità che, in caso di conclusione positiva, porta all’emissione di un certificato di compatibilità che l’azienda può utilizzare per promuovere la propria soluzione.
Le linee guida EPBP contengono indicazioni progettuali per tre tipologie di bottiglie in PET: bottiglie in PET trasparente e azzurrate, bottiglie in PET colorato trasparente e bottiglie in PET opaco. Le indicazioni forniscono suggerimenti sulle possibili scelte per quanto riguarda colore, misure, etichette e sleeve, chiusure e componenti, barriere e additivi, adesivi, inchiostri e stampa diretta.
Le varie opzioni vengono categorizzate in tre classi principali:
-
Piena compatibilità – rientrano gli elementi che hanno superato il test con nessun impatto negativo o gli elementi che non sono stati (ancora) testati ma è risaputo che siano compatibili con il processo di riciclo delle bottiglie in PET;
-
Compatibilità limitata – rientrano gli elementi che risultano superare il test solo in presenza di determinate condizioni, o gli elementi che non sono stati (ancora) testati ma presentano un basso rischio di interferenza con i processi di riciclo delle bottiglie in PET;
-
Bassa compatibilità – rientrano gli elementi che non hanno superato i test, o gli elementi che non sono stati (ancora) testati ma presentano un alto rischio di interferenza negativa con il riciclo delle bottiglie in PET.
Gli aspetti riguardanti il corpo/struttura dell'imballaggio
Residui e svuotamento
Il rapporto tra contenuto e contenitore è particolarmente importante negli imballaggi destinati al consumatore finale perché interviene nella valutazione complessiva della preferibilità ambientale di un imballaggio.
Tra i temi fondamentali per la facilitazione delle attività di riciclo - se si considera proprio il rapporto tra contenuto e contenitore – vi è l’eliminazione dei residui di contenuto dal contenitore.
CRITICITÀ DELLA PRESENZA DI RESIDUI
Una delle maggiori difficoltà nel riciclo è difatti costituita dai residui presenti all’interno dell’imballaggio. I residui rappresentano un doppio problema in quanto costituiscono da un lato una perdita di prodotto che potrebbe essere evitata in fase di progettazione, garantendo al consumatore che lo ha acquistato di usufruirne appieno e rendendo il giusto valore alle risorse (materie prime, energia, acqua) utilizzate per produrlo. Dall’altro, la presenza di residui e una difficoltà nello svuotamento del contenitore possono far arrivare nel processo di riciclo elementi che richiedono un maggiore utilizzo di acqua e di detergenti o che lo contaminano. Si tratta dunque di una questione che incide sia sugli aspetti ambientali, sia su quelli economici.
Ogni imballaggio deve, infatti, essere svuotato dai liquidi, creme e altri residui presenti al suo interno per facilitare le operazioni di riciclo. L’operazione di svuotamento e eliminazione delle impurità può, in alcuni casi, rendere il processo di riciclo antieconomico e non sostenibile dal punto di vista ambientale, oppure compromettere la qualità dei materiali da riciclo a causa della presenza di residui non eliminabili. In questo caso il problema riguarda sia le operazioni di svuotamento e pulizia, sia i sistemi di depurazione delle acque degli impianti. Inoltre, il peso dei residui può compromettere le operazioni di smistamento degli imballaggi post-consumo nei giusti flussi di materiale. Indubbiamente, il fatto che i residui rimangano all’interno delle confezioni dopo l'uso dipende, in misura considerevole, dalla configurazione formale e strutturale dell’imballaggio. Di conseguenza, l’intervento di una progettazione accorta può risolvere o, perlomeno, limitare questo problema.
Di fatto, i residui di prodotto rimasti nell’imballaggio possono derivare da una decisione cosciente del consumatore oppure da una difficoltà nell’estrarre il contenuto dal contenitore nata dalla forma del contenitore (come può accadere in caso dei tubetti) o dalle caratteristiche del contenuto (ad esempio prodotti che si seccano velocemente) . In questi ultimi casi, si può parlare di UPR (Unintentional Product Residue) . Difatti, secondo alcune ricerche europee , la maggior parte degli utenti non ha coscienza che nell’imballaggio che sta per gettare vi sia ancora contenuto del prodotto. Le stesse ricerche hanno poi evidenziato che resta nell’imballaggio, in media, il 3,7% di prodotto nel caso degli shampoo, il 5% del miele e il 26% dei dentifrici.
I designer, quindi, possono intervenire proprio sulla facilitazione allo svuotamento.
Esistono diverse soluzioni facilmente applicabili e frequentemente utilizzate per accrescere la facilità di svuotamento dei contenitori. Ad esempio - ove possibile senza rischiare una perdita di contenuto durante l’uso o un problema per la sicurezza degli utenti - sono state utilizzate confezioni dal collo largo o facili da capovolgere, così come imballaggi squeezable che possono essere premuti fino al totale svuotamento. Anche la possibilità di rendere visibile il livello del prodotto contenuto può aiutare gli utenti a fare attenzione ad un completo svuotamento dell’imballaggio. Inoltre, laddove possibile, si può anche intervenire sul prodotto, ad esempio aumentandone la fluidità in modo da favorire la normale fuoriuscita per capovolgimento.
Un ulteriore intervento dei designer può prevedere la verifica delle soluzioni ipotizzate con categorie di utenti differenti per età, abilità e capacità fisiche e mentali in modo da comprendere preventivamente quando e dove possono nascere criticità impreviste nell’utilizzo del contenitore e del suo contenuto.
INDICI DI VALUTAZIONE DELLA PULIZIA DA RESIDUI
Esistono, a livello internazionale, indici di valutazione deIla pulizia da residui. Recyclass , ad esempio, utilizza due indici: l’indice di facilitazione dello svuotamento (in particolare per bottiglie o tubi) e l'indice di facile accesso (in caso di vasetti e vaschette) .
Entrambi calcolano la percentuale di prodotto che rimane nella confezione dopo il suo svuotamento normale.
Non esistono al momento, invece, dati oggettivi su ciò che costituisce un livello di residui accettabile in quanto questo dipende dalla dimensione della confezione e dalla viscosità del prodotto.
Indicativamente, per i prodotti non viscosi (vale a dire dove la densità è simile all'acqua) conviene puntare ad avere nei test di svuotamento un massimo di residui, nel momento nel quale gli imballaggi vengono considerati vuoti, inferiore al 10% per confezioni da 50 ml-99 ml, inferiore al 5% per confezioni da 100 ml-499 ml e inferiore al 2% per confezioni da 500 ml o più.
Per i contenuti più viscosi non vi è una quantità di residui ottimale in quanto fortemente connessa alle caratteristiche del prodotto contenuto.
Il tema dei sistemi di valutazione della pulizia degli imballaggi è comunque ancora all’inizio di un percorso di sicuro interesse.
4B-1 IN SINTESI, A PARITÀ DI PRESTAZIONI È PREFERIBILE:
-
facilitare lo svuotamento dai residui di contenuto purché ciò non comporti perdite di prodotto durante l’uso;
-
rendere visibile il livello di prodotto contenuto, purchè ciò non alteri il prodotto;
-
realizzare un imballaggio che abbia le superfici interne più lisce possibili.
Colore
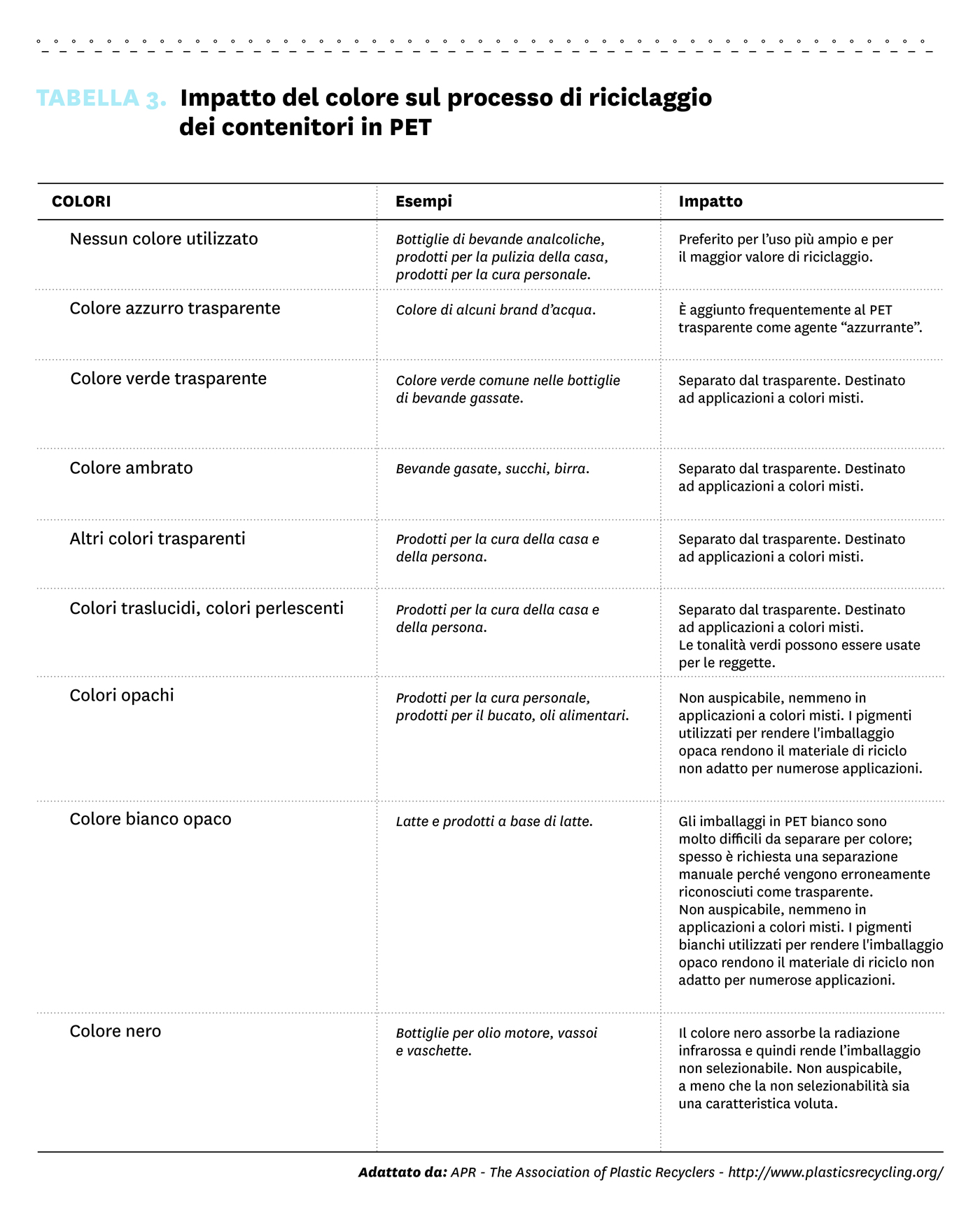
La pigmentazione e l’uso di coloranti negli imballaggi polimerici sono fattori essenziali che interferiscono in modo determinante sul processo di riciclo delle materie plastiche. In primo luogo è da considerare l’impatto del colore sulla possibilità di applicazione del polimero riciclato, poiché in generale la plastica trasparente riciclata può essere più facilmente colorata e si presta comunque ad una maggiore varietà di applicazioni finali, a differenza di quella già colorata che pone maggiori vincoli. Per questa ragione, all’interno degli impianti di riciclo viene posta una particolare attenzione allo smistamento in base al colore. Ad esempio nel caso di contenitori in PET, normalmente il riciclo prevede una separazione che distingua quelli trasparenti da quelli azzurrati o colorati, prevedendo in tal modo flussi differenziati.
Un altro aspetto fondamentale riguarda il forte assorbimento della luce da parte della plastica colorata. Questo può interferire con le operazioni dei macchinari di smistamento automatico che, come abbiamo visto (paragrafo 3.B) utilizzano la spettroscopia NIR per identificare la natura del materiale plastico.
Questo avviene in particolar modo con i polimeri pigmentati con colori scuri e con il nero, che difficilmente vengono identificati dai detettori ottici per essere selezionati in positivo. In fase di progettazione è quindi opportuno considerare un utilizzo limitato del colore, compatibilmente con le necessità del contenuto e con le scelte di branding e marketing aziendale.
Per quanto riguarda l’eventuale stampaggio diretto sul corpo dell’imballaggio, a meno che non vengano usati inchiostri rimovibili mediante il processo tradizionale di lavaggio, dovrà essere valutato con attenzione l’utilizzo di tale soluzione in sostituzione del polimero pigmentato. Ad esempio, sarebbe più opportuno non stampare direttamente sugli imballaggi rigidi trasparenti mentre su quelli colorati la stampa diretta potrebbe anche essere preferibile quando ciò evita l’utilizzo di colle ed etichette.
Qualora sia irrinunciabile l'uso del colore, i progettisti, a seconda del tipo di imballaggio scelto, sono invitati a ideare soluzioni alternative, come ad esempio l’applicazione di etichette e sleeve, purché queste ultime lascino scoperta una parte sufficiente dell’imballaggio tale da consentirne il riconoscimento. Nel caso si desideri un imballaggio molto colorato o decorato, possono, infatti, essere utilizzate sleeve solitamente di materiale differente dal corpo dell’imballaggio (in particolare: con densità differente) e separabili dal corpo già in fase di raccolta (con la collaborazione del consumatore che rimuove l’etichetta sfruttando una perforazione oppure facendo in modo che la sleeve si distacchi dall’imballaggio automaticamente al momento dell’utilizzo) o durante le prime fasi di selezione e riciclo in modo da ottimizzarne il processo. L’uso di sleeve totalmente coprenti dovrebbe essere però limitato a situazioni specifiche in cui questa soluzione è resa necessaria da altre esigenze .
4B-2 IN SINTESI, A PARITÀ DI PRESTAZIONI È PREFERIBILE:
-
minimizzare l’uso del colore, privilegiando il polimero non pigmentato;
-
evitare la stampa diretta su plastica non pigmentata;
-
valutare l’uso di etichette/sleeve in sostituzione della pigmentazione diretta.
Trattamenti superficiali ed accoppiamenti
I trattamenti superficiali sono applicazioni che permettono al corpo o a un componente dell’imballaggio di acquisire prestazioni che ne migliorino le proprietà dal punto di vista fisico, chimico o estetico. Simili all’applicazione superficiale di un colore, questi trattamenti possono avere dimensioni che vanno dai nanometri ai micrometri e hanno generalmente la funzione di migliorare le prestazioni dell’imballaggio. Senza le dovute precauzioni possono però complicarne la riciclabilità. In linea generale questi trattamenti andrebbero utilizzati solo nei casi in cui le loro prestazioni siano strettamente necessarie nell’impiego di un imballaggio. Un trattamento che, ad esempio, crea una barriera chimica o fisica che permette di preservare meglio o più a lungo il contenuto o un trattamento che permette di aumentare le caratteristiche meccaniche di un materiale - rendendolo così di minori dimensioni e peso - permettono all’imballaggio di avere delle prestazioni che ne giustificano appieno l’impiego.
Va quindi ribadito che le considerazioni sull’utilizzo di un trattamento superficiale non possono essere di ordine generale ma è utile considerare caso per caso, valutando gli aspetti positivi del trattamento su tutto il ciclo di vita del binomio prodotto - contenitore.
TRATTAMENTI SUPERFICIALI E RICONOSCIMENTO DEL MATERIALE DI BASE
Avendo come prioritarie le prestazioni del prodotto, sono però presenti alcune indicazioni che, rispetto alle fasi di riciclo, rendono preferibili alcuni trattamenti rispetto ad altri. Facendo riferimento ad applicazioni di tipo superficiale queste andranno a interferire soprattutto nella fase di selezione, in quanto possono alterare la corretta lettura dei detettori ottici non permettendo così il riconoscimento dei materiali sui quali sono applicati o alterando la lettura del colore degli stessi. Errori di lettura possono, infatti, portare all’inquinamento di un flusso, motivo per cui è preferibile ridurre l’impiego di questi trattamenti o comunque verificare le problematiche caso per caso. É inoltre utile evidenziare come errori di lettura si verifichino prevalentemente nei trattamenti che interessano maggiori superfici (es. tutto il corpo dell'imballaggio) o spessori elevati, questo perché è più facile che questi formino uno strato che viene letto al posto del materiale sul quale è applicato.Per questo motivo è sempre preferibile che l’impiego dei trattamenti venga ridotto al minimo.
Alcuni trattamenti riguardano l’accoppiamento tra polimeri diversi o tra polimeri ed altri materiali (ad esempio l’interposizione di uno strato di alluminio). Questi trattamenti assolvono spesso prestazioni particolari di protezione e/o allungamento della shelf life del prodotto.
In generale, sarebbe preferibile evitare gli accoppiamenti ma, quando questo tipo di trattamento è strettamente necessario ai fini della protezione e conservazione del prodotto, sarebbe preferibile che i polimeri accoppiati siano compatibili tra loro a livello di riciclo.
CONTAMINAZIONE DEL MATERIALE DI BASE
Nelle fasi del riciclo questi trattamenti possono influenzare in modo differente tutti i processi successivi. Una buona alternativa potrebbe essere offerta dai trattamenti solubili o che si staccano in fase di asciugatura. È inoltre importante tenere in considerazione il fatto che i trattamenti superficiali non dovrebbero alterare la densità dei materiali sui quali sono applicati perché questo interferirebbe con la fase di separazione per flottaggio. Considerando come avviene questa fase, la variazione della densità porta ad una scorretta classificazione del materiale inquinando così il flusso in uscita verso il riciclo.
Dunque, in generale, fare riferimento ai trattamenti superficiali significa definire un’ampia varietà di soluzioni che differiscono per tipologia di materiale (com’è composto il trattamento), caratteristiche (ad esempio se solubile in acqua) e quantità impiegata (che tipo di trattamento); per questi motivi è necessario valutare la compatibilità specifica rispetto al processo di cui faranno parte.
Per quanto riguarda invece gli imballaggi multistrato rigidi o flessibili, la questione della contaminazione del materiale di base si fa più complessa. Ad oggi, le tecnologie esistenti permettono di riconoscere solo il polimero che costituisce la superficie dell’imballaggio poiché non è disponibile su scala industriale una tecnologia che permetta di riconoscere imballaggi monostrato da multistrato. Di conseguenza, potrebbe succedere che l’imballaggio multistrato venga selezionato in un flusso di imballaggi omogenei dello stesso polimero. Se i due polimeri sono fra loro compatibili a livello di riciclo e se lo strato del polimero non prevalente nel flusso è molto sottile, questo imballaggio non rappresenterà un problema nel flusso che risulterà sufficientemente omogeneo (è il caso, per esempio, di un imballaggio costituto da HDPE e LDPE, o da PP con uno strato barriera di EVOH). Al contrario, se i polimeri non sono compatibili a livello di riciclo, l’imballaggio potrebbe rappresentare un problema per l’intero flusso (è il caso del PVC nel PET) .
4B-3 IN SINTESI, A PARITÀ DI PRESTAZIONI È PREFERIBILE:
-
utilizzare i trattamenti superficiali solo se strettamente necessari per garantire una proprietà che non può essere ottenuta con altre soluzioni;
-
se necessari, utilizzare trattamenti solubili in acqua o che si staccano nel processo;
-
se necessari, utilizzare trattamenti che non alterino la densità del materiale sul quale sono applicati;
-
se necessari, utilizzare trattamenti solo su una parte della superficie e con spessore ridotto;
-
utilizzare imballaggi monomateriale, invece di multistrati o poliaccoppiati;
-
se necessario utilizzare imballaggi multistrato, preferire polimeri con densità differente.
Le attenzioni relative alla progettazione dei componenti
Rapporto tra corpo e componenti
Analizzare il rapporto tra il corpo e le sue componenti, significa valutare il rapporto tra l’imballaggio principale - che ne determina il flusso di riciclo - e gli elementi che costituiscono il sistema di chiusura, le etichette e tutto ciò che non è necessariamente realizzato dello stesso materiale del corpo.
In linea generale, per il buon funzionamento e una corretta efficienza di un processo di riciclo è utile che i residui e le parti realizzate con materiali diversi da quello principale siano facilmente separabili per semplice azione meccanica. Per quanto possibile e ferme restando le necessità prestazionali degli imballaggi sarà dunque una buona norma utilizzare il minor numero possibile di componenti, di tipologie di polimero e di materiali.
Nello specifico è auspicabile che il materiale plastico d’interesse (che, a seconda del flusso, può essere un singolo materiale o una sua suddivisione per colore) sia almeno l’80% del peso complessivo .
È importante evidenziare che il rapporto tra le componenti e il corpo dipende principalmente dal flusso di riciclo in cui l’imballaggio o il corpo principale (che è la parte dell’imballaggio che il progettista deciderà di progettare affinché venga avviata a riciclo) finirà e dalle sue caratteristiche. Come vedremo, queste due variabili potrebbero modificare radicalmente l’utilizzo di una stessa componente a seconda che il flusso di riferimento sia, ad esempio, separato per tipologia di colore o solo per materiale.
LE COMPONENTI NELLA FASE DI SELEZIONE
Oltre alle attenzioni sul peso delle componenti ai fini della riciclabilità dell’imballaggio, è altresì importante che le componenti non impediscano la corretta lettura del corpo ai fini della sua corretta selezione. Nella fase di selezione è necessario che, soprattutto quando i materiali delle componenti sono diversi dal corpo, i lettori siano in grado di riconoscere il materiale prevalente . È, infatti, fondamentale che la superficie del corpo dell’imballaggio coperta da componenti permetta un’efficiente selezione e suddivisione dei flussi. In alcuni casi, ad esempio nelle vaschette in cui il corpo e la pellicola di chiusura sono di due materiali diversi, sarebbe preferibile che l’imballaggio non venga riconosciuto in modo differente a seconda della sua posizione rispetto al detettore ottico (ovvero che sia esposta al lettore la vaschetta oppure la pellicola), ma che la sua riconoscibilità sia univoca.
Allo stesso modo è utile che anche i materiali estranei non compromettano la lettura dell’imballaggio. Qui entra in gioco il consumatore, che, ad esempio, nei blister con la parte frontale in plastica e quella posteriore in cartoncino, dovrebbe separare i due materiali ed avviarli a riciclo ciascuno nella propria raccolta differenziata.
Un approfondimento specifico si deve fare invece per quanto riguarda le etichette apposte sulle bottiglie, sui flaconi e sulle taniche con volume fino a 5 litri. Qualora le dimensioni di tali etichette risultino al di sopra di specifici parametri di copertura della superficie dell’imballaggio, tali etichette vengono considerate coprenti e finiscono per compromettere la lettura del polimero con cui è realizzato il corpo principale dell’imballaggio, impedendone una corretta selezione. I lettori ottici, infatti, identificano il polimero della superficie del corpo principale per procedere così alla separazione degli imballaggi da avviare al corretto flusso di riciclo; tutto ciò che non viene selezionato dallo stream principale è indirizzato ad altri flussi o rappresenta uno scarto.
Per ottimizzare la riciclabilità di queste specifiche tipologie di imballaggio, è quindi preferibile utilizzare etichette non coprenti, da intendersi come segue:
- Etichette che occupano meno del 70% della superficie laterale del corpo principale se il contenitore ha capacità superiore a 500 ml oppure
- Etichette che occupano meno del 50% della superficie laterale del corpo principale se il contenitore ha capacità pari o inferiore a 500 ml.
In alternativa e laddove risulti necessario dotarsi di etichette coprenti, tali etichette andrebbero progettate con la punzonatura utile alla loro separazione dal corpo principale in fase di conferimento in raccolta differenziata, indicando al consumatore finale di agire in tal senso e quindi conferire separatamente nella raccolta differenziata degli imballaggi in plastica il corpo principale dell’imballaggio dalla sua etichetta coprente, così da non comprometterne la corretta valorizzazione a riciclo.
Risulta quindi necessario che, a conclusione della fase di selezione, i flussi siano ben definiti e in generale è preferibile che in questi non siano presenti componenti metalliche che nelle fasi successive possono creare problemi ai sistemi di lavorazione dei materiali e inquinare il risultato dei flussi.
Per questi motivi i metal detector utilizzati nella fase di selezione possono individuare pezzi metallici, ma anche additivi o vernici con pigmenti a basi metalliche. Per soddisfare appieno le esigenze della maggior parte degli impianti, è necessario che le componenti e gli elementi metallici siano, più degli altri, facilmente separabili dal resto dell’imballaggio che si vuole riciclare e siano chiaramente individuabili dai detettori.
In particolare, negli imballaggi rigidi sono da evitare componenti metalliche termosaldate o incollate al corpo del contenitore.
LE COMPONENTI NELLA FASE DI RICICLO
Nella fase di riciclo si ha, infine, l’ultima e più importante suddivisione tra il corpo e le sue componenti. Quest’operazione avviene, come detto, grazie ad un processo di flottazione a seconda della loro densità.
Sulla base di questo processo si evidenziano alcune compatibilità tra materiali che è preferibile tenere in considerazione sin dalle prime fasi progettuali.
In linea generale, le componenti dovrebbero essere realizzate in maniera tale da separarsi spontaneamente durante i processi di macinazione e lavaggio per arrivare distinte al processo di flottazione. In caso contrario, come ad esempio in presenza di saldature o colle particolarmente resistenti, il processo non è efficace.
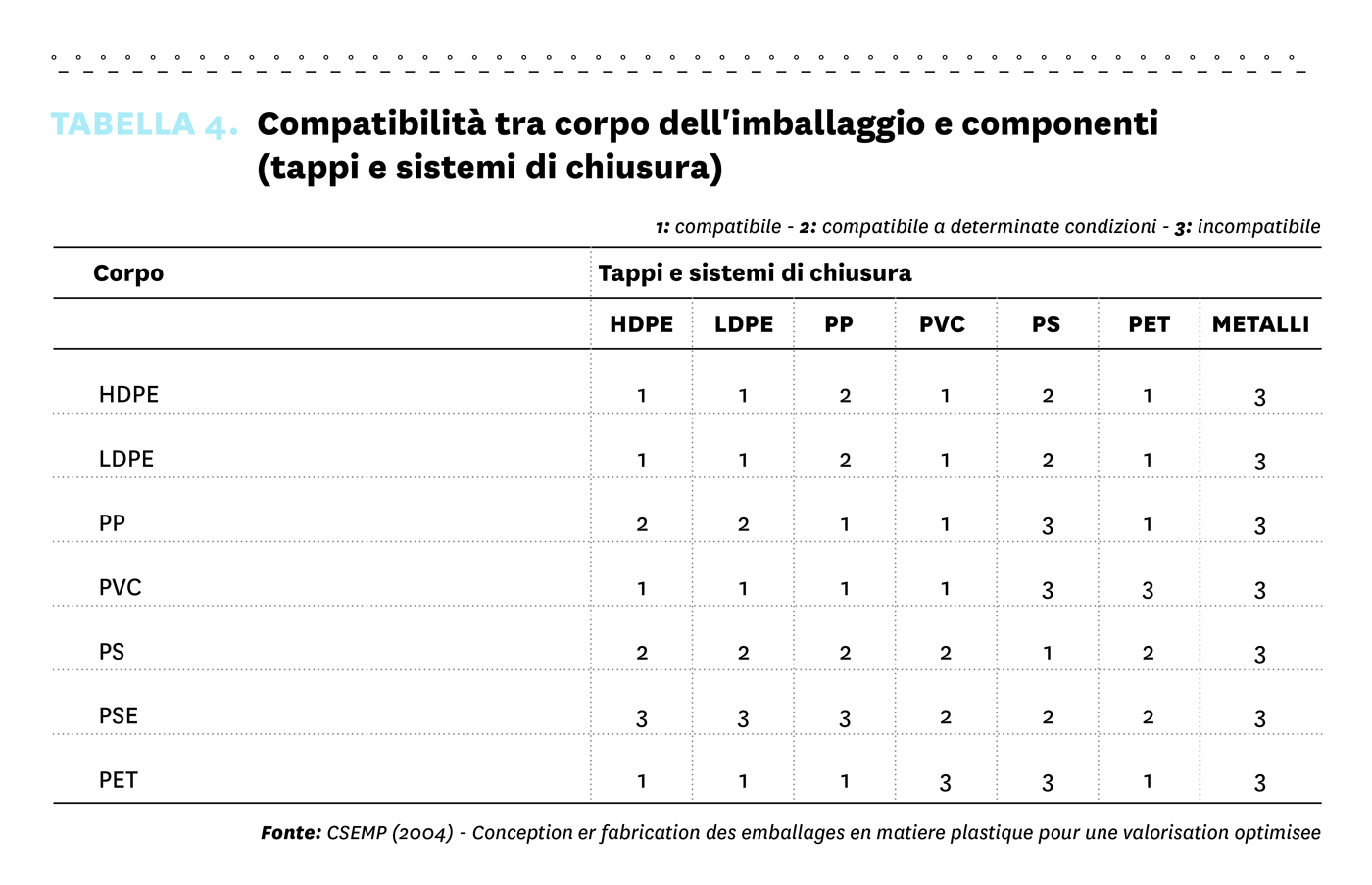
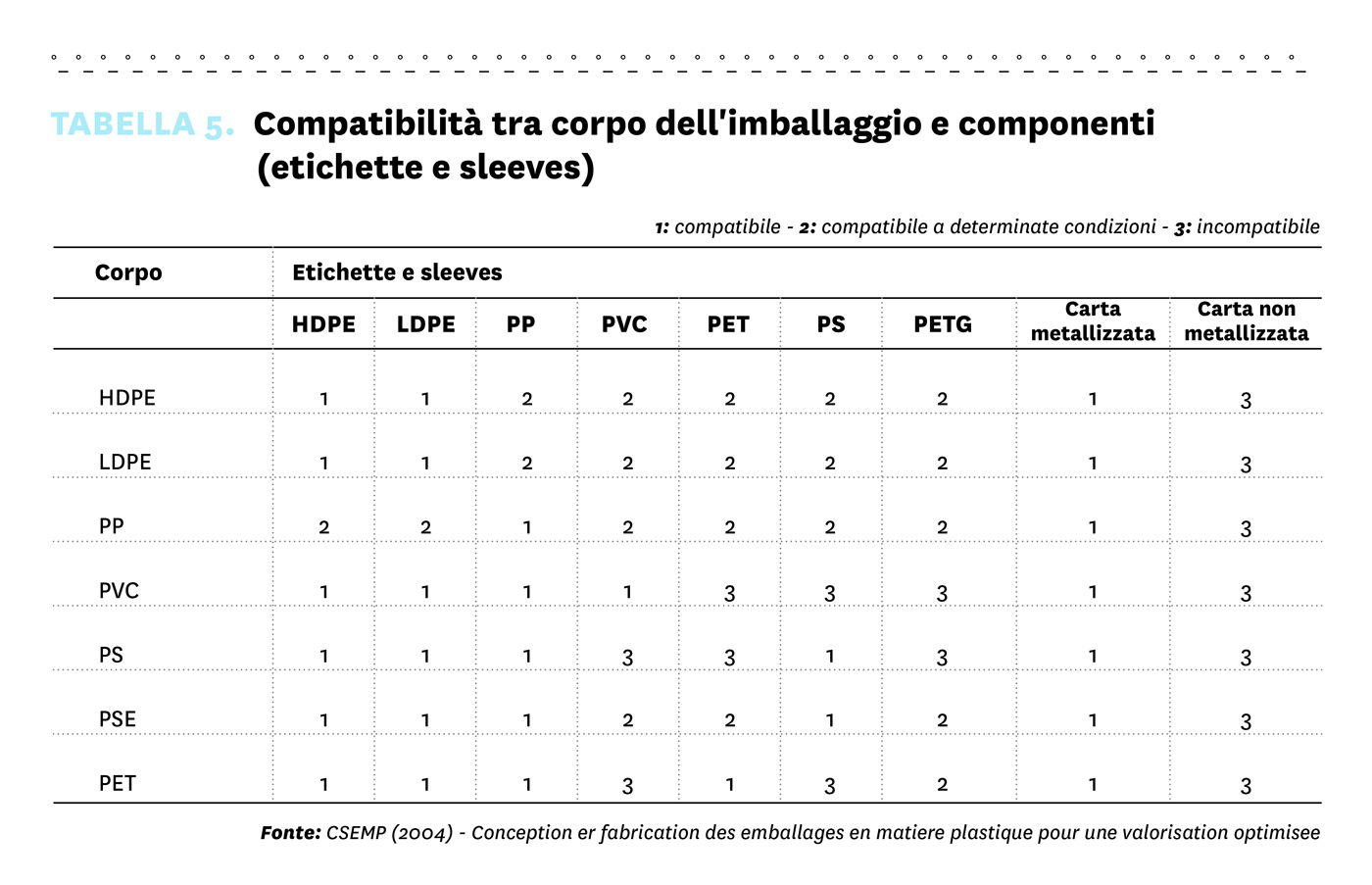
Nelle tabelle si possono osservare le compatibilità tra diversi materiali definite proprio in base alle caratteristiche del processo di riciclaggio. Non essendo possibile suddividere i materiali per singoli tipi ma solo per densità, è utile, ad esempio, che in un flusso di bottiglie realizzate in PET non ci siano componenti come tappo o etichette realizzate in PS o PVC. Questo perché non possono essere separati per flottazione. Viceversa, qualora le componenti siano realizzate in PP, LDPE o HDPE, la flottazione ha successo.
Per gli stessi motivi è importante anche non alterare troppo la densità dei materiali, ad esempio utilizzando cariche minerali (che aumentano la densità) o creando strutture espanse (che la riducono), questo perché la flottazione porterebbe, a seconda dei casi, alla perdita di materiale o, peggio, alla contaminazione del flusso con materiale indesiderato. Ad esempio, nel caso di una bottiglia di PET l’impiego di una etichetta in materiale espanso (più leggero) può essere vantaggioso perché questa etichetta si separa più facilmente per flottazione. Le stesse valutazioni si possono fare anche quando il processo di riciclo è finalizzato alla selezione di un materiale di uno specifico colore. In questo caso la presenza di una componente dello stesso materiale, ma di colore diverso, andrebbe ad impattare sul flusso principale risultando, diversamente da quanto potrebbe essere intuitivamente ipotizzato, controproducente per l’intero sistema.
4C-1 IN SINTESI, A PARITÀ DI PRESTAZIONI È PREFERIBILE:
-
fare in modo che i componenti e i materiali diversi dal principale pesino complessivamente meno del 20%;
-
rendere le componenti completamente e spontaneamente separabili dal corpo;
-
far sì che la densità dei componenti - se di polimero diverso rispetto al corpo dell’imballaggio e se conferiti assieme ad esso - sia diversa da quella del corpo ;
-
utilizzare componenti che coprano solo parzialmente il corpo dell’imballaggio (cosa che non avviene nel caso di sleeves coprenti);
-
nel caso in cui sia necessario utilizzare etichette coprenti su bottiglie, flaconi e taniche fino a 5 litri, progettarle con la punzonatura e una chiara indicazione al consumatore finale sulla necessità di conferire separatamente le componenti dell’imballaggio in raccolta differenziata;
-
utilizzare per le componenti lo stesso colore del corpo principale qualora siano realizzati nello stesso materiale (l’imballaggio potrebbe essere selezionato anche per colore);
-
non avere elementi metallici e qualora siano presenti, invitare/forzare a separarli in fase di raccolta.
Sistemi di chiusura (tappi, sistemi anti-manomissione, sigilli, pellicole/film) ed elementi di accessibilità (maniglie, beccucci)
In linea generale è consigliabile utilizzare i sistemi di chiusura dello stesso materiale del corpo principale. Ma, ancora una volta, questo principio non è valido in modo assoluto e deve essere valutato caso per caso. Ci sono imballaggi, come ad esempio le bottiglie in PET, per i quali è meglio utilizzare sistemi di chiusura in materiale diverso con densità inferiore a quella dell’acqua. In questi ultimi casi è quindi preferibile che i materiali del corpo e dei sistemi di chiusura abbiano densità differenti per facilitarne la suddivisione che avviene per flottazione.
Inoltre, nei casi in cui i sistemi di chiusura occupino grandi superfici, ad esempio le pellicole delle vaschette, è auspicabile che queste non creino errori nella fase di selezione con i detettori. É quindi utile che queste componenti vengano separate prima della fase di selezione e per farlo serve il coinvolgimento dell’utente, o invitandolo o portandolo a compiere quest’azione durante la fase di fruizione del prodotto. Un esempio potrebbe essere quello dei sigilli: queste componenti, realizzate in alluminio o in materiali non compatibili e fatti per essere staccati alla prima apertura, sono progettate per non entrare nel processo di riciclo dato che, per le loro modalità d’uso, vengono generalmente conferiti separatamente dal corpo.
In linea generale, sarebbe preferibile evitare l'uso di sigilli, tappi e di altre componenti metalliche. Sempre per facilitare le operazioni di selezione e riciclo, sono ottimali quei sistemi di chiusura che non contengono rivestimenti e non hanno anelli o accessori residui quando vengono rimossi. Eventuali rivestimenti, insieme alle componenti minori (realizzate con un diverso polimero), se presenti in quantità molto piccole non interferiscono significativamente con il processo di riciclaggio o la qualità del materiale riciclato ma, ove possibile, è sempre preferibile una separazione completa e netta dei vari materiali.
I tappi corona, ad esempio, sono accettabili a condizione che siano completamente staccati dalla bottiglia in apertura e non possano essere spinti dentro il contenitore.
Nella progettazione degli elementi di accessibilità (ad esempio maniglie e beccucci) è consigliato l'uso di materiali uguali a quelli del corpo principale, per non ridurre il rendimento della resina polimerica di base e aumentare i costi di separazione. Se necessario utilizzare materiali diversi dovrebbero essere usati quelli compatibili, preferibilmente non pigmentati.
Inoltre, sarebbe preferibile ridurre il più possibile il numero di componenti diverse di uno stesso imballaggio (ad esempio, maniglie, aiuti per il trasporto, ecc.) che, se presenti, non dovrebbero essere saldate a corpo unico al contenitore e, se incollate, dovrebbero potersi separare in un detergente acquoso (caldo come nel caso del PET oppure freddo come nel caso delle poliolefine) o in una soluzione caustica (da 60 a 80°C).
4C-2 IN SINTESI, A PARITÀ DI PRESTAZIONI È PREFERIBILE:
-
utilizzare sistemi di chiusura, maniglie e beccucci dello stesso materiale del corpo principale o di materiali compatibili e preferibilmente non pigmentati;
-
utilizzare componenti che siano completamente separabili dal corpo se di materiale diverso o se occupano grandi superfici;
-
utilizzare sistemi di chiusura non metallici;
-
scegliere sistemi di chiusura e accessibilità automaticamente e facilmente conferibili, da parte dell’utente, separatamente dal corpo principale, se di diverso materiale.
Elementi di grafica e stampa (etichette e sleeves, inchiostri, colle e adesivi)
ETICHETTE E SLEEVES
Etichette e sleeve sono elementi di notevole importanza nella progettazione degli imballaggi ed è per questo che si rendono necessarie alcune considerazioni di base. I tipi di etichette e di adesivi utilizzati hanno, infatti, importanti implicazioni nella facilità di riciclo del packaging in quanto possono influire sia sulla fase di selezione (rendendo più o meno riconoscibile il materiale principale dell’imballaggio e il suo colore) sia sulla fase di riciclo (per la presenza di contaminanti o di fibre che riducono la qualità della materia riciclata).
In linea generale, sarebbero da preferire etichette e sleeve realizzate con lo stesso materiale del corpo . Se ciò non è possibile, converrà allora utilizzare, anche in questo caso, materiali con densità differente da quella del corpo in modo che possano essere più facilmente separabili per flottaggio. L’uso di un materiale di tipo diverso per la sleeve offre la possibilità di colorare e decorare la superficie del contenitore ad una percentuale molto elevata, pur evitando la contaminazione di colore del materiale principale. Questo aiuta a massimizzare il materiale riciclato purché la sleeve sia separabile dal corpo e non sia totalmente coprente.
Per quanto riguarda gli aspetti dimensionali, onde evitare errori nell'identificazione del materiale utilizzato per il contenitore, spesso le linee guida prevedono delle percentuali di copertura da non superare. Ad esempio, nel caso delle bottiglie in PET è generalmente consigliato non coprire più del 40% della superficie della bottiglia in modo da lasciare una zona libera sufficiente perché il lettore ottico possa identificare correttamente la resina polimerica utilizzata per la bottiglia ed il colore della stessa. Per contenitori, vaschette, vassoi e altri imballaggi in plastica tale percentuale sale al 60% della superficie .
Sarebbe poi utile progettare sleeve e sigilli di sicurezza in modo che possano staccarsi completamente dal contenitore o essere facilmente rimossi in sistemi di separazione convenzionali. Una soluzione può essere quella di attaccare le etichette al corpo per piccoli punti piuttosto che per ampie superfici. Tale osservazione vale soprattutto nel caso in cui si utilizzino adesivi idrosolubili (in particolare nel caso di etichette in carta) che permetteranno così di separare i due elementi senza lasciare residui.
In caso contrario, le componenti e gli adesivi agiranno come contaminanti. Inoltre, nel caso delle etichette di carta sarà importante che queste non si sfaldino durante il processo di lavaggio, altrimenti le fibre potrebbero finire nella plastica riciclata, compromettendone la qualità e i possibili reimpieghi. Tali etichette possono tuttavia essere utilizzate a condizione che siano attaccate con adesivi idrosolubili e non siano rivestite in modo tale da impedirne la separazione e la rimozione. Per questo motivo l'uso di finiture decorative/di protezione (ad esempio fogli, lacche, vernici, etc.) dovrebbe essere ridotto al minimo.
COLLE E ADESIVI
In linea generale sarebbe preferibile evitare l’utilizzo di colle e adesivi, ad esempio usando etichette in materiale termoretraibile che aderiscano all'imballaggio per azione meccanica e pertanto siano poi facilmente separabili in fase di macinazione.
Proprio in questa fase avviene l’eventuale contaminazione delle colle nel processo di riciclo.
Ove necessaria, la colla dovrebbe consentire il distacco dell'etichetta durante il lavaggio (freddo o caldo) o la separazione a secco. L'adesivo non si dovrebbe sciogliere nell'acqua di lavaggio ma dovrebbe rimanere aderente all'etichetta stessa, la quale, a sua volta, dovrebbe essere progettata per separarsi poi per flottazione.
Inoltre, è importante che la colla a contatto con l'acqua dopo il distacco perda adesività, così da non rischiare di rimanere sulle scaglie di polimero prima della separazione per flottazione.
In alternativa, è comunque necessario prevedere che le parti incollate vengano separate durante la raccolta o comunque arrivino già separate nella fase del riciclo.
Plastics Recyclers Europe (PRE), associazione europea dei riciclatori di materie plastiche, ha stilato una lista di adesivi a caldo approvati e sono in fase di sviluppo diversi protocolli di sperimentazione per valutare l'impatto di colle e adesivi nei sistemi di riciclaggio europei.
PIGMENTI/INCHIOSTRI
Gli inchiostri e i pigmenti selezionati per colorare e stampare le componenti e le etichette devono rispettare le raccomandazioni/restrizioni esistenti sull'uso di metalli pesanti e sulle normative di salute e sicurezza.
Tali sostanze possono infatti contaminare la plastica recuperata. Per queste ragioni si raccomanda di seguire le indicazioni e le linee guida fornite e regolarmente aggiornate dall' European Printing Ink Association (EuPIA ). L’impiego di inchiostri e pigmenti adatti al contatto con alimenti costituisce una ulteriore garanzia di sicurezza per la qualità del flusso di materiale output del processo di riciclo.
Inoltre, onde evitare contaminazioni sul flusso a riciclo, i pigmenti utilizzati non dovrebbero essere solubili in acqua.
4C-3 IN SINTESI, A PARITÀ DI PRESTAZIONI È PREFERIBILE:
-
non coprire completamente il corpo dell’imballaggio con etichette e sleeve;
-
usare etichette/sleeve dello stesso materiale del corpo o con densità differente; fare in modo che le etichette e le sleeve siano completamente staccabili dal corpo senza lasciare residui;
-
ridurre al minimo l’uso di finiture decorative/di protezione (ad esempio lacche, vernici);
-
usare colle solubili in acqua che restino adese all’etichetta o alla sleeve;
-
non utilizzare colori solubili in acqua.
ESEMPI DI PACK E FATTORI DA CONSIDERARE NELLA PROGETTAZIONE PER IL RICICLO DEGLI IMBALLAGGI IN MATERIALE PLASTICI
Di seguito alcuni esempi di imballaggi in materiale plastico con evidenza degli elementi da tenere in considerazione durante la fase di progettazione per facilitarne le attività di riciclo. In azzurro è indicato il corpo principale, ossia la componente che si vuole riciclare prioritariamente.
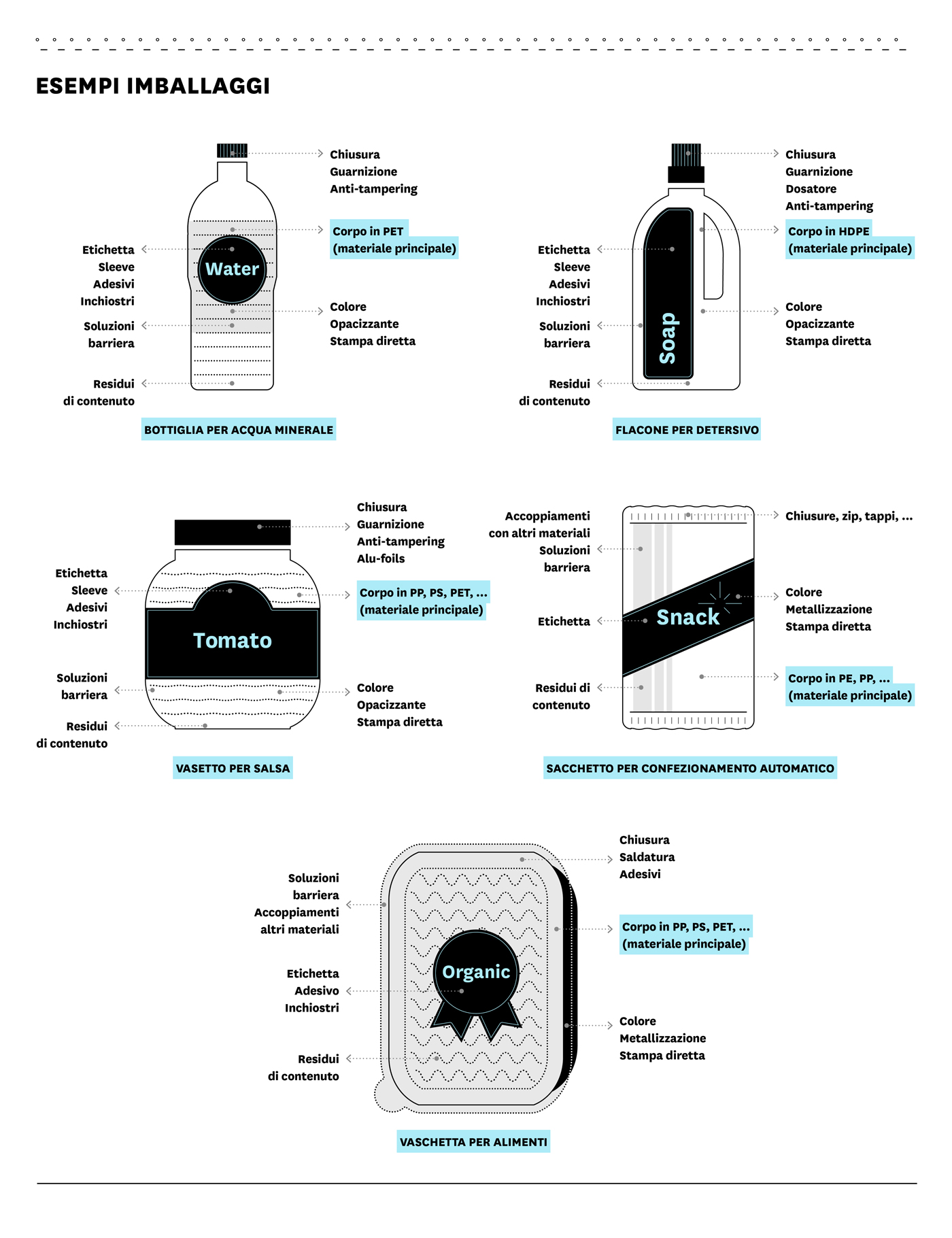
La selezionabilità e la riciclabilità
La selezionabilità e la riciclabilità degli imballaggi destinati al circuito domestico sono caratteristiche sicuramente importantissime e a cui è necessario tendere per garantire performance ambientali migliori e un minore prelievo di risorse utili alla produzione di materie prime vergini.
Allo stesso tempo, è essenziale tenere in considerazione che l’imballaggio deve assicurare determinate prestazioni primarie che rappresentano funzioni imprescindibili che devono essere necessariamente assolte, come la corretta conservazione del prodotto e un utilizzo adeguato del contenuto e della confezione.
Talvolta, le prestazioni qui descritte potrebbero non essere conciliabili. Esistono infatti alcuni imballaggi che, per particolari funzioni di conservazione o di applicazione, risultano essere selezionabili ma non avere al momento soluzioni tecniche che ne permettano un'utile valorizzazione in un'ottica di riciclo. Le situazioni simili a quella appena descritta meritano di essere valutate caso per caso al fine di identificare la soluzione tecnica migliore. Per queste limitate casistiche, potrebbe essere opportuno, ad esempio, scegliere soluzioni che le rendano non selezionabili e quindi non influenti sui processi di riciclo e sulla qualità dei materiali riciclati, attraverso interventi progettuali che considerino gli elementi di attenzione proposti in questa Linea Guida. Ci si aspetta che il progresso tecnologico, sia nella progettazione di imballaggi, sia nei processi di selezione e riciclo, favorirà in futuro la diffusione di soluzioni che garantiscano la selezionabilità e riciclabilità anche di questi imballaggi.
Formazione / informazione all’utente sul riciclo degli imballaggi polimerici
Come ricordato nel capitolo 3, la prima fase per il riciclo degli imballaggi domestici è la corretta raccolta differenziata da parte del cittadino. Per questo motivo è fondamentale che gli utenti finali siano a conoscenza delle buone pratiche di utilizzo e conferimento in raccolta differenziata dell’imballaggio.
In questo senso, è utile ricordare che una corretta raccolta differenziata è fondamentale per l’ottimizzazione degli attuali processi di riciclo ed è ai consumatori finali che spetta farla.
Gli Enti locali sono, invece, gli organi competenti per l’organizzazione e gestione della raccolta che, quindi, risulta avere caratteristiche disomogenee sul territorio nazionale (es. diversi modelli di raccolta differenziata, diverse modalità di raccolta, diversi colori identificativi dei diversi materiali scelti a livello locale).
Cosa può fare quindi il progettista o l’azienda utilizzatrice di imballaggi per favorire che l’imballaggio, una volta che diventa rifiuto, possa essere conferito correttamente in raccolta differenziata da parte del consumatore finale?
Sarà buona norma comunicare ai cittadini che gli imballaggi vanno svuotati e, ove possibile, ne va ridotto il volume schiacciandoli, mentre sarebbe utile ricordare che l’imballaggio non va necessariamente lavato, se lo svuotamento è sufficiente a rimuovere la maggior parte dei residui di prodotto. Inoltre, tappi e chiusure in plastica vanno conferiti insieme ai relativi imballaggi perché se conferiti separatamente si perdono nella frazione fine che non viene avviata a riciclo. Queste indicazioni fanno riferimento anche a quanto puntualizzato da Conai nella pubblicazione “Etichetta per il cittadino – Vademecum per una etichetta volontaria ambientale che guidi il cittadino alla raccolta differenziata degli imballaggi” alla quale si rimanda per un approfondimento.
Il contributo del progettista diventa fondamentale quando riesce, ad esempio, a far capire che l’imballaggio è effettivamente recuperabile e che per il raggiungimento di questo obiettivo è fondamentale conferirlo in raccolta differenziata, che in Italia è estesa a tutti gli imballaggi domestici, indipendentemente dalla loro selezionabilità e riciclabilità. Il contributo è ancora più efficiente quando il progettista porta l’utente a compiere azioni virtuose in modo quasi automatico, senza necessità di una precisa formazione o informazione al riguardo. È per questi motivi che, proprio nelle prime fasi del processo progettuale, il ruolo del designer può diventare fondamentale per la definizione dei metodi e delle modalità comunicative da utilizzare per far sì che l’imballaggio venga conferito nella raccolta differenziata nel modo corretto.
Certi del fatto che è impossibile coinvolgere tutti gli utenti nel compiere specifiche azioni, è altrettanto vero che dal punto di vista progettuale il designer dell’imballaggio può contribuire a far compiere al consumatore le corrette azioni di differenziazione.
Come già segnalato precedentemente, in Europa allo stato attuale l'identificazione dei materiali sugli imballaggi è volontaria, come da disposizioni della Decisione della Commissione 97/129/CE.
Per facilitare il riconoscimento visivo delle varie tipologie di plastica da parte del consumatore durante la raccolta differenziata, le principali componenti dell’imballaggio (contenitori, tappi, coperchi) dovrebbero essere facilmente riconoscibili attraverso il codice identificativo del materiale. Da qualche anno molte aziende attraverso iniziative individuali, utilizzano modalità comunicative di immediata comprensione che permettono di capire con facilità in quale flusso di raccolta differenziata debba essere indirizzato il singolo elemento dell'imballaggio (in particolare, nel caso di imballaggi realizzati con parti di diverso materiale, può essere utilizzata una semplice infografica per far capire dove conferire le singole componenti).
In ogni caso, i simboli devono essere indicati in modo chiaro e possibilmente stampati direttamente sul contenitore o sul singolo componente. Per evitare confusioni, sui contenitori il codice identificativo dovrebbe essere chiaramente distinto da qualsiasi altro numero o lettera, evitandone, laddove possibile, la stampa sull'eventuale etichetta.
È fondamentale dare dunque risposta a queste domande del cittadino:
> che cosa è? (ovvero se l’imballaggio può essere ricondotto ad una specifica tipologia di materiale o a più tipologie di materiale della stessa o di diversa natura);
> dove va? (se può essere conferito nella raccolta differenziata della plastica o meno);
> come va trattato? (ovvero se va svuotato, lavato oppure no, se le sue componenti vanno separate oppure no).
4D IN SINTESI, A PARITÀ DI PRESTAZIONI È PREFERIBILE:
-
invitare l’utente a porre attenzione al fine vita dell’imballaggio;
-
indicare con chiarezza e in evidenza i materiali del corpo e delle eventuali componenti dell'imballaggio nel rispetto della normativa vigente;
-
indicare con chiarezza le informazioni sulle modalità di raccolta delle diverse componenti dell’imballaggio;
-
comunicare all’utente di svuotare completamente l'imballaggio e, se possibile, di ridurne il volume prima di conferirlo in raccolta;
-
portare l'utente a compiere automaticamente le buone pratiche anziché indicargliele, ad esempio trovando soluzioni che portino l’utente a suddividere il corpo dalle componenti ove necessario (come nel caso di sleeve-flacone).
ESEMPI DELL'APPLICAZIONE DI INDICAZIONI PROGETTUALI
Le indicazioni progettuali sono spesso associabili a fasi del processo di riciclo e nella maggior parte dei casi vanno a compromettere o a creare errori nella selezione o nel riciclo del materiale prevalente.
Negli esempi che seguono si è cercato di evidenziare alcune di queste problematiche per rendere evidente l’importanza di queste indicazioni. I passaggi indicati sono stati ripresi dallo schema generale sulle fasi del riciclo (cap. 3) con l’obiettivo di far conoscere sia le problematiche causate dal mancato rispetto delle indicazioni, sia la fase in cui ciò si verifica. Le indicazioni progettuali non vogliono certo suggerire l’esclusione di un materiale, di una combinazione o di una soluzione, ma sottolineare piuttosto come sia importante evitare il verificarsi di queste situazioni nelle fasi del processo specificate:
-
usare colle solubili in acqua
Nella fase di lavaggio le colle non solubili creano agglomerati di materiale eterogenei.
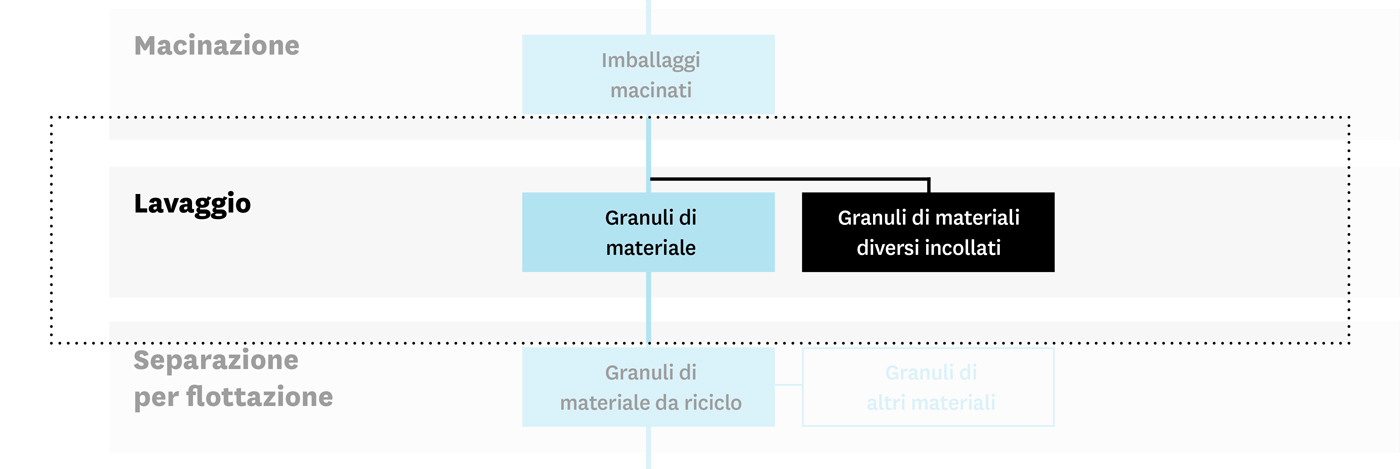
-
utilizzare componenti che siano completamente separabili dal corpo se sono di materiale diverso dallo stesso
-
non coprire completamente il corpo dell’imballaggio con etichette e sleeves.
L’imballaggio in HDPE con sleeves in PS che copre completamente il corpo viene letto come di PS e avviato al flusso del materiale non prevalente.
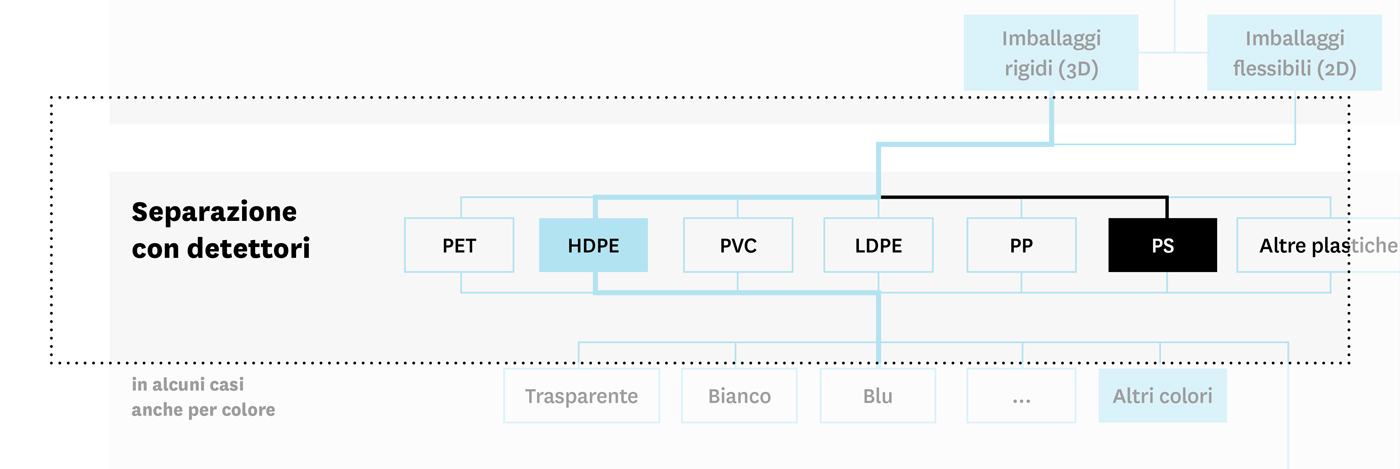
Check-list per progettisti e aziende
> Checklist Informativa
> Checklist di valutazione
Glossario
ADDITIVO
Sostanza aggiunta in piccole quantità in fase di lavorazione per incrementare e/o mantenere nel tempo le caratteristiche prestazionali dei materiali ai quali è addizionata.
Fonte: Cecchini C., Le parole del design, Trento, LISt, 2012, p. 35
CALANDRATURA
Nelle materie polimeriche è utilizzata per la produzione di film, fogli, lastre: la massa di materiale riscaldato, e reso così plastico, è immessa tra due o più rulli per ottenere i semilavorati voluti.
Fonte: Cecchini C., Le parole del design, Trento, LISt, 2012, p. 43
COATING
Il coating, rivestimento o laccatura, è il processo attraverso il quale uno strato sottile di materiale fluido o fuso viene applicato sulla superficie di un substrato, che nella maggior parte dei casi è un film plastico, ma può essere anche un foglio di carta, una scatola metallica o un vetro.
Fonte: Piergiovanni L., Limbo S., Food packaging: Materiali, tecnologie e soluzioni, Milano, Springer-Verlag Italia, 2010, p. 261
ECONOMIA CIRCOLARE
Un'economia industriale riparativa e rigenerativa che mira a mantenere i prodotti, i componenti e i materiali sempre al loro massimo livello di utilità e valore, distinguendo i cicli tecnici da quelli biologici.
Fonte: Ellen MacArthur Foundation
ESTRUSIONE
Processo di formatura per termoplastiche; si effettua spingendo il polimero fuso attraverso una testa avente sezioni diverse a seconda del semilavorato da produrre (tubi, profilati, fili continui...).
Fonte: Bucchetti V., Ciravegna E., Le parole del packaging, Milano, Dativo Editore, 2009, p. 169
FLOTTAZIONE
Fase del processo di riciclo basata nel convogliare in acqua il materiale plastico triturato. I frammenti aventi densità inferiore a quella del liquido galleggiano e possono essere rimossi da quelli che invece, avendo una densità superiore a quella del liquido, si depositano sul fondo della vasca di flottazione.
Fonte: Aglietto, M., Coltelli, M. B., Riutilizzo dei materiali polimerici (Vol. 11), Roma, Edizioni Nuova Cultura, 2015, p. 36
IMBALLAGGIO FLESSIBILE
Struttura realizzata in materiale flessibile o facilmente piegabile la cui forma, dopo il riempimento e la chiusura, può cambiare.
Fonte: Bucchetti V., Ciravegna E., Le parole del packaging, Milano, Dativo Editore, 2009, p. 22
IMBALLAGGIO POLIACCOPPIATO
Si tratta di un imballaggio costituito in modo strutturale da diversi materiali poliaccoppiati, non separabili manualmente. Ad esempio, sono imballaggi poliaccoppiati i seguenti articoli: cartone per bevande (poliaccoppiato: carta, plastica e alluminio), sacchetto composto da un foglio di alluminio accoppiato con carta, ecc..
Fonte: CONAI, Guida all’adesione e all’applicazione del contributo ambientale, 2017, p. 126
IMBALLAGGIO RIGIDO
Struttura rigida realizzata con materiali stabili, come bottiglie di vetro, lattine, ecc.
Fonte: Bucchetti V., Ciravegna E., Le parole del packaging, Milano, Dativo Editore, 2009, p. 24
LAMINAZIONE
Processo meccanico che avviene mediante cilindri contrapposti che, ruotando su se stessi, imprimono nel materiale la forma e lo spessore desiderati. Il termine laminazione indica anche l'operazione secondo cui viene coperto un foglio stampato con un sottile strato protettivo in materiale plastico o metallico detto laminato.
Fonte: Bucchetti V., Ciravegna E., Le parole del packaging, Milano, Dativo Editore, 2009, p. 173
LIFE CYCLE ASSESSMENT (LCA)
Procedimento scientifico ed oggettivo di valutazione dei carichi energetici e ambientali relativi al sistema analizzato, effettuato attraverso l'identificazione delle risorse energetiche, dei materiali usati e dei rifiuti rilasciati nell'ambiente lungo tutto il ciclo di vita del prodotto in un'ottica "dalla culla alla culla". La metodologia LCA trova le sue origini negli anni '70 come sviluppo dell'analisi energetica, dove le variabili squisitamente energetiche vengono integrate con quelle tipicamente ambientali durante l'intero ciclo di vita. Attualmente, le norme ISO 14040 e 14044 rappresentano lo standard internazionale a cui ogni analista fa riferimento per sviluppare ed, eventualmente, far verificare ogni studio LCA.
Fonte: Ecotool Conai
LIFE CYCLE THINKING (LCT)
Valutazione dei prodotti e dei processi con cui vengono realizzati lungo il loro intero ciclo di vita, tenendo conto delle risorse consumate e degli impatti sull’ambiente e sulla salute.
Fonte: Amato A., Marchetti A., Moreno A., Ubertini A., Depuis project: Design of environmentally-friendly products using information standards, Roma, Enea, 2010, p. 154
MACINAZIONE
Fase del processo di riciclo che consente di ridurre in scaglie o granuli la pezzatura del materiale plastico.
Fonte: Plastic Recyclers Europe
MATERIA PRIMA SECONDA (MPS)
Insieme dei rifiuti che cessano di essere tali qualora siano sottoposti a un’operazione di recupero, incluso il riciclaggio, e soddisfino criteri specifici.
Fonte: D.Lvo. n. 205/2010, art. 184-ter
POLIMERIZZAZIONE
Operazione chimica nella quale un monomero è legato a una catena molecolare per formare il polimero. Esistono due tipi sostanziali di polimerizzazione: per addizione - aggiunta di monomero a monomero - o per condensazione, dove due monomeri interagiscono fra loro legandosi con eliminazione di molecole più semplici.
Fonte: Bertolotti G., Capitelli V., Dizionario delle materie plastiche, Milano, Tecniche nuove, 2007 p.198
POLIMERO
Composto chimico organico ad alto peso molecolare ottenuto partendo da due o più monomeri per mezzo di reazioni di polimerizzazione.
Fonte: Bucchetti V., Ciravegna E., Le parole del packaging, Milano, Dativo Editore, 2009, p. 151
POLIOLEFINE
Gruppo di materie plastiche che comprende il polietilene – polietilene a bassa densità (LDPE), polietilene lineare a bassa densità (LLDPE) e polietilene ad alta densità (HDPE) – e il polipropilene (PP). Le poliolefine si ottengono per polimerizzazione da petrolio o gas naturale, dove corte catene di monomeri si uniscono a formare, in presenza di un catalizzatore, lunghe catene di polimeri.
Fonte: Plastic Recyclers Europe
PREVENZIONE
Misure prese prima che una sostanza, un materiale o un prodotto sia diventato un rifiuto che riducono:
- la quantità dei rifiuti anche attraverso il riutilizzo dei prodotti o l’estensione del loro ciclo di vita;
- gli impatti negativi dei rifiuti prodotti sull’ambiente e la salute umana;
- il contenuto di sostanze pericolose in materiali e prodotti.
Fonte: Direttiva 2008/98/CE, art. 3, comma 12
RECUPERO
Qualsiasi operazione il cui principale risultato sia di permettere ai rifiuti di svolgere un ruolo utile sostituendo altri materiali che sarebbero stati altrimenti utilizzati per assolvere una particolare funzione o di prepararli ad assolvere tale funzione, all’interno dell’impianto o nell’economia in generale.
Fonte: Direttiva 2008/98/CE, art. 3, comma 15
RICICLAGGIO
Qualsiasi operazione di recupero attraverso cui i materiali di rifiuto sono ritrattati per ottenere prodotti, materiali o sostanze da utilizzare per la loro funzione originaria o per altri fini. Include il ritrattamento di materiale organico ma non il recupero di energia né il ritrattamento per ottenere materiali da utilizzare quali combustibili o in operazioni di riempimento.
Fonte: Direttiva 2008/98/CE, art. 3, comma 17
RIFIUTO
Qualsiasi sostanza od oggetto di cui il detentore si disfi o abbia l’intenzione o l’obbligo di disfarsi.
Fonte: Direttiva 2008/98/CE, art. 3, comma 1
RIUTILIZZO
Qualsiasi operazione attraverso la quale prodotti o componenti che non sono rifiuti sono reimpiegati per la stessa finalità per la quale erano stati concepiti.
Fonte: Direttiva 2008/98/CE, art. 3, comma 13
SHELF LIFE
Indica la vita di scaffale di un prodotto, il tempo stimato della sua durata a scaffale, in altre parole il periodo durante il quale la qualità del prodotto rimane inalterata.
Fonte: Bucchetti V., Ciravegna E., Le parole del packaging, Milano, Dativo Editore, 2009, p. 78
SLEEVE
Etichetta avvolgente. Etichetta in materiale plastico che si avvolge attorno a contenitori rigidi come bottiglie e vasi, usata come supporto comunicativo e/o come sistema di chiusura aggiuntivo.
Fonte: Bucchetti V., Ciravegna E., Le parole del packaging, Milano, Dativo Editore, 2009, p. 78
SOFFIAGGIO
Tecnica usata per la produzione di oggetti cavi a corpo unico, come bottiglie e flaconi, tramite l'utilizzo di un getto d'aria controllato.
Fonte: Bucchetti V., Ciravegna E., Le parole del packaging, Milano, Dativo Editore, 2009, p. 179
STAMPAGGIO A INIEZIONE
Metodo di stampaggio dei materiali plastici in cui il polimero fuso viene iniettato in uno stampo chiuso. La forma della cavità corrisponde esattamente alla forma della parte desiderata che rimane racchiusa su tutti i lati.
Fonte: Bucchetti V., Ciravegna E., Le parole del packaging, Milano, Dativo Editore, 2009, p. 180
TERMOFORMATURA
Processo di formazione delle plastiche in cui un foglio di materiale viene scaldato fino a renderlo morbido e malleabile, poi modellato nella forma desiderata tramite vuoto, pressione, dispositivi ausiliari meccanici o combinazione di questi metodi.
Fonte: Bucchetti V., Ciravegna E., Le parole del packaging, Milano, Dativo Editore, 2009, p. 180
TERMOSALDATURA
Saldatura a caldo in cui viene momentaneamente applicata un'ondata di calore intenso all'area da saldare, seguita da un raffreddamento immediato.
Fonte: Bucchetti V., Ciravegna E., Le parole del packaging, Milano, Dativo Editore, 2009, p. 181
VAGLIARE
Far passare attraverso un vaglio una massa incoerente, granulare o frammentaria, sia per separare la parte utile da scorie, mondiglia, corpi estranei, sia per dividere gli elementi di una data dimensione da altri di dimensione maggiore.
Fonte: Enciclopedia della Scienza e della Tecnica Treccani
Bibliografia e sitografia
BIBLIOGRAFIA
AA.VV., Requisiti essenziali definiti dalla Direttiva 94/62/CE sugli imballaggi e i rifiuti di imballaggio, Milano, UNI - Ente Nazionale Italiano di Unificazione, 2011
Aglietto, M., Coltelli, M. B., Riutilizzo dei materiali polimerici (Vol. 11), Roma, Edizioni Nuova Cultura, 2015
Association of Postconsumer Plastic Recyclers, The APR Design Guide for Plastics Recyclability, 2013
Badalucco L., Il buon packaging. Imballaggi responsabili in carta, cartoncino e cartone, Milano, Edizioni Dativo, 2011
Bertolotti G., Capitelli V., Dizionario delle materie plastiche, Milano, Tecniche nuove, 2007 p. 198
Bianchi D., Il riciclo ecoefficiente, Milano, Edizioni Ambiente, 2008
Bucchetti V., Ciravegna E., Le parole del packaging. Glossario ragionato per il sistema imballaggio, Milano, Edizioni Dativo, 2009
Cecchini C., Le parole del design, LISt, Trento, 2012
Ceppa C., Fassio F., Marino G.P., Glossario materiali Food-Pack. Terminologia per ecoprogettazione di imballaggi agroalimentari, Torino, Time&Mind Press, 2008
Christiansen K., Simplifying LCA: Just a Cut?, Final Report from the SETAC-Europe LCA Screening and Streamlining Working Group. SETAC-Europe, 1997
Commissione Europea per l’Ambiente, Verso un’economia circolare: programma per un’Europa a zero rifiuti, 2014
CONAI, Dossier Prevenzione 2013 – Progetti e soluzioni per imballaggi ecosostenibili. Milano, RCS Media Group, 2013
CONAI, Guida all’adesione e all’applicazione del ContributoAmbientale, 2017
COTREP, Designing recyclable plastic bottles, 2004
CSEMP, Conception er fabrication des emballages en matiere plastique pour une valorisation optimisee, 2004
Deutsche Gesellschaft für Kunststoff-Recycling mbH, Designing Recycling-Friendly Plastic Sales Packaging: A Discussion Paper for Packaging Designers, 2001
ECR Europe & EUROPEN, Packaging in the Sustainability agenda: a guide for corporate decision makers, 2009
EFBW & UNESDA, Design Guide for PET Bottle Recyclability, 2011
Envirowise, Packaging design for the environment: reducing costs and quantities, 2004
Envirowise & INCPEN, PackGuide - A Guide to Packaging Eco-Design, 2008
Foster S., Morgan S., East P., Design of Rigid Plastic Packaging for Recycling, Guidance Document, 2013
Green Blue Institute, Design Guidelines for Sustainable Packaging, 2006
INCPEN, The Bit at the Bottom! A guide to help consumers get the last bit out, 2016
Istituto Italiano Imballaggio, Il packaging allunga la vita, 2016
Istituto Italiano Imballaggio, Linee Guida per l’etichettatura ambientale degli imballaggi, 2007
Istituto Italiano Imballaggio, Linee guida per la conformità alla Direttiva 94/62/CE sugli imballaggi e rifiuti di imballaggio, 2011
Jedlicka W., Packaging sustainability. Tools, Systems and Strategies for Innovative Package Design, Hoboken, John Wiley & Sons, 2009
PACSA, Design for Recycling for packaging and paper in South Africa, 2014
Piergiovanni L., Limbo S., Food packaging: Materiali, tecnologie e soluzioni, Milano, Springer-Verlag Italia, 2010
Plastics Recyclers Europe, Plastics – the Facts 2015, 2015
Recoup, Plastics packaging: recyclability by design, 2015
SITOGRAFIA
http://www.conai.org
CONAI, Consorzio Nazionale Imballaggi
http://www.corepla.it
COREPLA, Consorzio Nazionale per la Raccolta, il Riciclaggio ed il Recupero degli Imballaggi in Plastica
http://www.cotrep.fr
COTREP, comitato tecnico francese per il riciclaggio degli imballaggi plastici
http://www.epbp.org/design-guidelines
Linee guida curate da EPBP (European PET Bottle Platform) per il riciclaggio delle bottiglie in PET
http://www.epro-plasticsrecycling.org
EPRO, associazione europea delle imprese e dei consorzi che si occupano di riciclo e recupero delle materie plastiche
http://www.eupia.org
EuPIA, associazione europea dei produttori di inchiostri da stampa
http://www.incpen.org
INCPEN, organizzazione non-profit finalizzata allo studio degli effetti ambientali e sociali degli imballaggi
http://www.intracen.org
International Trade Centre, Agenzia di sviluppo che supporta l’internazionalizzazione delle piccole e medie imprese
http://www.plasticseurope.org
Plastics Recyclers Europe, associazione europea dei produttori di materie plastiche
http://www.recoup.org
RECOUP, organizzazione britannica per la gestione dei rifiuti in materiale plastico
http://recyclass.eu
Recyclass, sistema di valutazione e di certificazione volontaria della riciclabilità degli imballaggi di plastica realizzato da Plastic Recyclers Europe
http://www.who.int
World Health Organization, Agenzia delle Nazioni Unite specializzata per le questioni sanitarie
http://www.wrap.org.uk
WRAP, organizzazione non-profit britannica finalizzata alla gestione dei rifiuti e alla massimizzazione dell’uso efficiente delle risorse
Normativa di riferimento
DIRETTIVE E DECRETI
LEGGE 170 del 12 agosto 2016, Delega al Governo per il recepimento delle direttive europee e l'attuazione di altri atti dell'Unione europea ‐ Legge di delegazione europea 2015 in materia di sacchetti di plastica leggeri, impianti di combustione, qualità della benzina e del diesel.
Gazzetta Ufficiale n.204 del 1/9/2016
Decreto Ministero Ambiente 24 giugno 2016, approvazione dello schema di statuto-tipo per i Consorzi per gli imballaggi
Gazzetta Ufficiale n. 158 dell’8/7/2016
Decreto Legislativo 39 del 15 febbraio 2016, Attuazione della direttiva 2014/27/UE del Parlamento europeo e del Consiglio, del 26 febbraio 2014, che modifica le direttive 92/58/CEE, 92/85/CEE, 94/33/CE, 98/24/CE del Consiglio e la direttiva 2004/37/CE del Parlamento europeo e del Consiglio, allo scopo di allinearle al regolamento (CE) n. 1272/2008, relativo alla classificazione, all'etichettatura e all'imballaggio delle sostanze e delle miscele.
Gazzetta Ufficiale Serie Generale n.61 del 14/3/2016
Direttiva 2008/98/CE del Parlamento Europeo e del Consiglio del 19 novembre 2008 relativa ai rifiuti e che abroga alcune direttive
Gazzetta Ufficiale n. L312/3 del 22/11/2008
Recepita in Italia con il Decreto Legislativo 205 del 31 dicembre 2010 “Disposizioni di attuazione della direttiva 2008/98/CE del Parlamento europeo e del Consiglio del 19 novembre 2008 relativa ai rifiuti e che abroga alcune direttive”
Gazzetta Ufficiale n.288 del 10 dicembre 2010
Direttiva 2004/12/CE del Parlamento europeo e del Consiglio, dell'11 febbraio 2004, che modifica la direttiva 94/62/CE sugli imballaggi e i rifiuti di imballaggio - Dichiarazione del Consiglio, della Commissione e del Parlamento europeo
Gazzetta ufficiale n. L 047 del 18/02/2004
Recepita in Italia con Decreto Legislativo 152 del 3 aprile 2006, "Norme in materia ambientale", cosiddetto Testo unico ambientale, aggiornato dal Decreto Legislativo 205 del 3/12/2010
Gazzetta ufficiale n.88 del 14 aprile 2006
Decreto Legislativo 5 febbraio 1997, n. 22 "Attuazione delle direttive 91/156/CEE sui rifiuti, 91/689/CEE sui rifiuti pericolosi e 94/62/CE sugli imballaggi e sui rifiuti di imballaggio";
Gazzetta Ufficiale n. 38 del 15 febbraio 1997
Decisione 97/129/CE della Commissione, del 28 gennaio 1997, che “istituisce un sistema di identificazione per i materiali di imballaggio ai sensi della direttiva 94/62/CE del Parlamento europeo e del Consiglio sugli imballaggi e i rifiuti di imballaggio”
Gazzetta Ufficiale n. L50/28 del 20 febbraio 1997
Direttiva 94/62/CE del Parlamento europeo e del Consiglio, del 20 dicembre 1994 “Imballaggi e i rifiuti di imballaggio”
Gazzetta Ufficiale n. L365/199 del 31 dicembre 2004
STANDARD E NORME UNI
CR 13695-1:2000
Requirements for measuring and verifying the four heavy metals present in packaging
EN 13427:2004
Requisiti per l'utilizzo di standard europei nell’ambito del packaging e dei rifiuti di imballaggio
UNI EN 13428:2005
Requisiti essenziali per la fabbricazione e composizione degli imballaggi
UNI EN 13429:2005
Requisiti essenziali per la riutilizzabilità di un imballaggio
UNI EN 13430:2005
Requisiti essenziali per la recuperabilità di un imballaggio sotto forma di riciclo di materia
UNI EN 13431:2005
Requisiti essenziali per la recuperabilità di un imballaggio sotto forma di recupero di energia
UNI EN 13432:2002
Requisiti essenziali per la recuperabilità di un imballaggio sotto forma di compost e biodegradazione.
CODICE ISBN: 9788894270006