Prefazione
La pubblicazione è divisa in quattro capitoli, sviluppati a partire da un’introduzione generale sull’imballaggio, sulle sue funzioni e sul contesto normativo di riferimento. Questa converge nella descrizione del processo di riciclo degli imballaggi a prevalenza cellulosica, funzionale a definire le linee guida per la progettazione di imballaggi in carta e cartone ai fini del riciclo. La struttura è stata così pensata per rispondere alle esigenze di progettisti e aziende, evidenziando i punti di attenzione che hanno portato alle indicazioni progettuali proposte.
Nel primo capitolo si descrivono gli imballaggi in carta, riportando la loro classificazione, le funzionalità che li caratterizzano e le normative in vigore.
Nel secondo capitolo sono mostrate le tipologie di materiali utilizzati per gli imballaggi in carta e cartone, descrivendone le principali caratteristiche e applicazioni presenti sul mercato.
Il terzo capitolo descrive la filiera del riciclo dei materiali a prevalenza cellulosica, illustrandone le fasi: raccolta differenziata, selezione e riciclo in cartiera.
Il quarto e ultimo capitolo presenta le linee guida per la progettazione di imballaggi a prevalenza cellulosica più facilmente riciclabili in cartiera. Queste linee guida offrono a progettisti e tecnici una checklist pensata per essere utilizzata sia in fase di ideazione e di sviluppo dell’imballaggio, sia come strumento di valutazione per identificare eventuali margini di miglioramento degli imballaggi in carta e cartone.
Le indicazioni fornite in questo documento non hanno la pretesa di trattare in maniera distinta ogni singola soluzione progettuale o di essere esaustive; mirano piuttosto a mettere in evidenza i fattori critici all’interno del processo di selezione e riciclo degli imballaggi per poter avviare un percorso di incrementata consapevolezza e di facilitazione delle suddette attività.
Le linee guida redatte in questo documento sono altresì riferite al panorama del riciclo a livello italiano; è bene infatti considerare come ogni Paese dell’Unione sia libero di muoversi a livello di legislazione all’interno del proprio territorio a patto che si rispettino i vincoli imposti dalla comunità stessa, perciò determinati parametri validi per l’Italia possono non esserlo per altri Paesi.
Occorre inoltre considerare che determinate indicazioni possono nascere da specificità della filiera del riciclo, che a loro volta possono essere indifferentemente di natura organizzativa o tecnologica: conseguentemente, le linee guida proposte in questo documento sono da considerarsi localizzate spazialmente e temporalmente nel panorama italiano attuale. In Italia, a maggior ragione, l’attività di eco-design svolta dalle aziende — introdotta con il Sistema di Valutazione Aticelca — rispecchia una reale presenza e un altrettanto importante utilizzo degli impianti di riciclo: è bene mettere in risalto come questo fatto non sia altrettanto consueto in altri Paesi caratterizzati da una carenza infrastrutturale.
Naturale conseguenza del progresso tecnologico e dello sviluppo delle dinamiche della filiera del riciclo è che le indicazioni fornite in questo documento saranno periodicamente aggiornate da CONAI, cosicché possano sempre rappresentare un riferimento attuale, al passo con l’evoluzione degli imballaggi immessi al consumo e le innovazioni legate al processo di riciclo inteso come insieme di raccolta, selezione e riciclo del rifiuto.
A livello europeo sono presenti molteplici organizzazioni che hanno pubblicato linee guida per facilitare l’attività di riciclo di imballaggi a prevalenza cellulosica. Tra queste è bene annoverare l’attività di: CEPI (Confederation of European Paper Industries) , con sede in Belgio, ma operante a livello europeo; Wrap e CPI (Confederation of Paper Industries), entrambe operanti e con sede nel Regno Unito; KIDV, istituto olandese; Ecoembes con attività sul territorio spagnolo.
Espandendo la ricerca degli enti promotori a livello globale è possibile citare, a titolo esemplificativo e assolutamente non esaustivo, Packaging SA nel territorio sudafricano, GreenBlue, facente riferimento al territorio statunitense, e Paper Recycling Promotion Center (PRPC) operante in Giappone.
Il presente documento, accanto a ciascun fattore di criticità identificato, presenta anche un’utile rassegna di quanto già definito a livello internazionale.
Introduzione
Obiettivi e finalità delle linee guida
Il presente documento si inserisce all’interno del progetto Pensare Futuro, che racchiude una serie di iniziative sulla prevenzione dell’impatto ambientale degli imballaggi sviluppate da CONAI. Più nello specifico, il documento si aggiunge alla collana di linee guida in divenire, raccolta all’interno del sito www.progettarericiclo.com.
Il Consorzio, che ha tra gli obiettivi la diffusione tra le aziende di una cultura orientata al rispetto dell’ambiente attraverso interventi in grado di rendere gli imballaggi sempre più sostenibili, promuove sette leve di prevenzione, ovvero interventi di eco-design volti a ridurre a monte l’impatto ambientale degli imballaggi:
- Risparmio di materia prima;
- Utilizzo di materiale riciclato/recuperato;
- Riutilizzo;
- Facilitazione delle attività di riciclo;
- Ottimizzazione della logistica;
- Semplificazione del sistema di imballo;
- Ottimizzazione dei processi produttivi.
Questo documento risponde alla leva Facilitazione delle attività di riciclo e mira a rappresentare uno strumento per i progettisti che intendono sviluppare, a monte, dei packaging che rendano possibile trasformare in risorsa il rifiuto che genereranno a fine vita.
Più nello specifico, il documento riguarda il packaging a prevalenza cellulosica, evidenziando eventuali punti di attenzione in fase di riciclo e correlate possibilità risolutive. Il tutto verrà perseguito mantenendo la consapevolezza che la varietà di imballaggi presenti sul mercato non permette la valutazione differenziata di ogni singola soluzione adottata dalle aziende: verrà quindi fornita una panoramica che ci si auspica essere la più completa possibile.
L’imballaggio
GENERALITÀ STORICHE
La storia del packaging ha radici profonde, che possono essere ricondotte all’avvento dell’uomo sulla Terra. Sebbene nell’antichità il procacciamento e il consumo di alimenti fossero due momenti che, se non direttamente coincidenti, avvenivano in istanti temporali poco distanti, vi era comunque necessità di trasportare e conservare i beni.
Nel corso dei secoli ha subito diverse influenze, dovute a cambiamenti culturali e alle evoluzioni delle abitudini dei consumatori. Ai primi contenitori realizzati in materiali naturali quali foglie, bambù, conchiglie e pelle di animali si sono aggiunti metalli, ceramiche e successivamente tessuti, legno e carta.
La storia del packaging — per come lo si intende oggi— inizia nella seconda metà del XIX secolo: l’industrializzazione e la nascita della società di consumo hanno infatti portato l’imballaggio ad assumere un’ulteriore valenza, legata al branding aziendale.
A partire dall’inizio del XX secolo gli imballaggi hanno subito grandi innovazioni sia in termini tecnologici sia materici, con lo sviluppo di imballi in vetro stampato, in cartone, in metallo e in materiali plastici. È stato solamente nel secondo dopoguerra che gli imballaggi monouso si sono affermati, grazie in particolar modo alla nascita di centri di distribuzione di massa dei prodotti.
Se a ciò aggiungiamo il fenomeno della globalizzazione del mercato spinta soprattutto dalle tecnologie digitali, possiamo capire come mai il packaging sia divenuto, per le aziende, un veicolo a forte impatto comunicativo e uno strumento di branding di primaria importanza per differenziarsi all’interno di un mercato sempre più competitivo. Conseguentemente, gli imballaggi hanno acquisito una connotazione fortemente comunicativa.
Recentemente, l’interesse comune verso gli aspetti legati alla sostenibilità è diventato di primaria importanza per il packaging; questi concetti sono serviti da stimolo alla ricerca per sviluppare nuovi processi e soluzioni che, grazie a trasferimenti tecnologici industriali, hanno reso possibile una nuova varietà di prodotti sul mercato.
LE FUNZIONI DEL PACKAGING
Secondo quanto riportato dal D.Lgs. 152/06, Art. 218 si definisce imballaggio “il prodotto, composto di materiali di qualsiasi natura, adibito a contenere determinate merci, dalle materie prime ai prodotti finiti, a proteggerle, a consentire la loro manipolazione e la loro consegna dal produttore al consumatore o all’utilizzatore, ad assicurare la loro presentazione, nonché gli articoli a perdere usati allo stesso scopo”.
Il packaging deve quindi assolvere quattro funzioni:
-
Contenimento del prodotto di cui usufruirà il consumatore;
- Protezione del contenuto da fattori esterni quali azioni meccaniche — urti, contatto con altri oggetti esterni —, ma anche da contaminazioni da parte di agenti chimici — acqua, umidità, aria, ecc. — al fine di mantenerne la qualità inalterata nello spazio e nel tempo;
- Manipolazione della merce tra i vari utenti che compongono la rete distributiva, a partire dal produttore per arrivare all’utilizzatore o al consumatore;
- Presentazione del bene al consumatore, divenendo valore aggiunto e svolgendo una funzione comunicativa grazie al trasferimento di informazioni dal produttore all’utilizzatore.
Classificazioni degli imballaggi
L’imballaggio si è evoluto nel tempo accrescendo la propria complessità. I fattori che hanno permesso quest’evoluzione sono stati diversi, tra i quali gli sviluppi nel mondo della comunicazione, dei processi tecnologici e dei materiali.
Proprio i materiali hanno portato a un ampliamento delle possibilità applicative e l’espansione verso nuovi settori merceologici. In questa ottica il design, le innovazioni di prodotto e la scienza e tecnologia dei materiali hanno interagito divenendo senza ombra di dubbio causa ed effetto di cambiamenti.
Se fino a non molto tempo fa il packaging è stato maggiormente finalizzato alla funzione di protezione del contenuto da contaminazioni esterne, attualmente l’uso di materiali funzionali e delle nuove tecnologie ha permesso la generazione di una nuova categoria di imballaggi definita come smart packaging, nella quale un materiale, un trattamento superficiale o una tecnologia permettono l’aggiunta di funzionalità all’imballaggio.
Prima di proseguire con la trattazione, risulta necessario distinguere le tipologie di imballaggio esistenti:
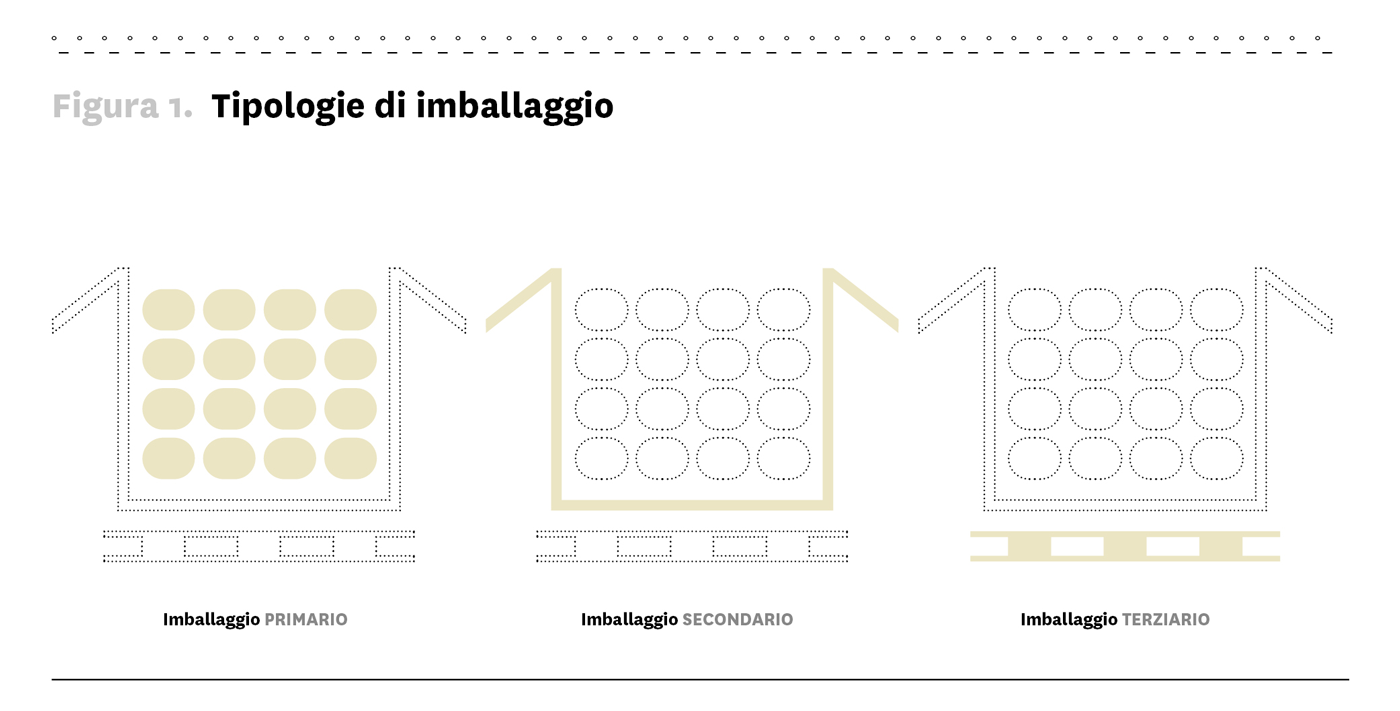
- Imballaggio per la vendita o imballaggio primario: imballaggio a contatto con il prodotto che costituisce, nel punto di vendita, un’unità di vendita per l’utilizzatore o per il consumatore;
- Imballaggio multiplo o imballaggio secondario: imballaggio concepito in modo da costituire, nel punto di vendita, il raggruppamento di un certo numero di unità di vendita, indipendentemente dal fatto che sia venduto come tale all’utilizzatore o al consumatore, o che serva soltanto a facilitare il rifornimento degli scaffali nel punto di vendita. Esso può essere rimosso dal prodotto senza alterarne le caratteristiche;
- Imballaggio per il trasporto o imballaggio terziario: imballaggio pensato per facilitare la manipolazione ed il trasporto di merci, dalle materie prime ai prodotti finiti, di un certo numero di unità di vendita oppure di imballaggi multipli per evitare la loro manipolazione singola. Inoltre, l’imballaggio terziario vuole minimizzare i danni connessi al trasporto.
Alcuni esempi di imballaggi cellulosici primari sono la scatola delle scarpe, il contenitore delle uova, il sacchetto del pane e i brick dei succhi di frutta, in quanto garantiscono la protezione e il contenimento di cui del quale usufruirà direttamente il consumatore.
Fanno invece parte degli imballaggi secondari la scatola con la quale arrivano i prodotti acquistati on-line, gli espositori dei supermercati e gli shopper dei negozi.
Infine, gli imballaggi terziari consistono generalmente in scatoloni per il trasporto, utilizzati per la spedizione dall’azienda produttrice al rivenditore, per riunire più unità di vendita o imballaggi secondari, che possono essere utilizzati — come nel caso dei discount — come veri e propri espositori della merce.
In funzione della loro composizione gli imballaggi possono essere:
- Monomateriali, se costituiti da un unico materiale;
- Multimateriali, se presentano componenti realizzate in differenti materiali che possono essere separate manualmente;
- Compositi (comunemente detti anche accoppiati o poliaccoppiati), se composti da due o più materiali non separabili manualmente.
Normative di riferimento
GESTIONE GERARCHICA 94/62/CE E DIRETTIVA (UE) 2018/852
La Direttiva 94/62/CE, aggiornata con la Direttiva (UE) 2018/852, è una disposizione comunitaria — il cui recepimento nazionale è il D.Lgs. 152/2006, e succ. agg. — che riconosce la funzione sociale ed economica fondamentale degli imballaggi. La direttiva dà atto che, se ben progettati, gli imballaggi garantiscono la conservazione e la protezione dei prodotti contenuti al loro interno, evitando che essi diventino rifiuti prima di arrivare al consumatore. Nello specifico, la Direttiva 94/62/CE e succ. agg. asserisce che il packaging deve essere progettato per consentire il riciclaggio di almeno una determinata percentuale in peso dei materiali usati nel rispetto delle norme in vigore all’interno della Comunità Europea; suddetta percentuale dipende dal materiale in questione e dai traguardi da raggiungere nel futuro prossimo.
La Direttiva (UE) 2018/852 e succ. agg. deve essere applicata a tutti gli imballaggi immessi sul mercato europeo, ma anche a tutti quelli che vengono identificati come rifiuti di imballaggio. Prevede che gli Stati membri avviino procedure atte a prevenire la generazione di rifiuti di imballaggio — attraverso il delineamento di una piramide con ordine di preferibilità decrescente delle modalità di gestione dei rifiuti, Figura 2 —, per incoraggiare la riduzione dell’impatto del packaging sull’ambiente e per promuovere la realizzazione di appositi sistemi di restituzione e/o raccolta degli imballaggi usati e dei rifiuti di imballaggio all’interno dei Paesi membri.

DECISIONE 2005/270/CE
La Decisione 2005/270/CE e succ. agg. stabilisce le tabelle relative al sistema di basi dati ai sensi della direttiva relativa alla gestione gerarchica degli imballaggi e dei rifiuti di imballaggio.
Infatti, la compilazione di suddette tabelle è in capo ad ogni Stato membro e relativa agli obiettivi di riciclaggio definiti nella Direttiva 94/62/CE, agli imballaggi riutilizzabili, ai rifiuti di imballaggio, nonché alla tracciabilità e garanzia di trattamento dei rifiuti in maniera equivalente alle indicazioni prescritte dal diritto ambientale dell’Unione.
L’aggiornamento del 2019 (Decisione di Esecuzione 2019/665/UE) implementa la definizione degli imballaggi compositi, lasciando la possibilità agli Stati membri di poter derogare agli obblighi sulla comunicazione dei singoli materiali contenuti in un imballaggio, a patto che questi quantitativi non siano significativi (inferiori al 5%). Questo significa che con l’entrata in vigore della rendicontazione prevista dalla Decisione, dovranno essere comunicati i quantitativi di immesso al consumo e di avvio a riciclo anche dei materiali non prevalenti, laddove la percentuale in peso di questi materiali sia superiore al 5%, differentemente da quanto avvenuto finora, per cui la rendicontazione dell’intero peso dell’imballaggio composito era attribuita in funzione del solo materiale prevalente in peso.
DECISIONE 97/129/CE
La Decisione 97/129/CE determina la codifica alfanumerica che descrive la natura dei materiali che costituiscono un imballaggio, specificando quali materiali sono soggetti al sistema di identificazione.
La Direttiva riguarda tutti gli imballaggi cui fa riferimento la Direttiva 94/62/CE, e per la carta individua l’abbreviazione “PAP” seguita da un numero identificativo corrispondente che fa capo alla tipologia di materiale cellulosico impiegato:
- PAP 20: cartone ondulato (grammatura maggiore di 200 g/m2);
- PAP 21: cartone non ondulato (grammatura inferiore a 200 g/m2);
- PAP 22: carta.
In riferimento invece agli imballaggi compositi, un materiale a prevalenza cellulosica viene identificato con l’abbreviazione “C/PAP” accompagnato da un numero che varia in funzione della tipologia dei materiali non cellulosici impiegati nel packaging.
D.M. DEL 21 MARZO 1973
Il Decreto Ministeriale del 21 marzo 1973 e succ. agg. stabilisce i requisiti di composizione e di purezza per il packaging a contatto con alimenti.
Nel dettaglio, limita le sostanze di carica per gli imballaggi per i quali sono richieste prove di migrazione a un contenuto inferiore o al più uguale al 10%, aumentato al 25% per prodotti per i quali non sono richieste prove di migrazione. Inoltre, anche le sostanze solubili o parzialmente solubili in acqua sono normate: quelle solubili sono ammesse in quantità massime del 10%, quelle insolubili sono invece accettate fino a un massimo del 5%.
Inoltre, i requisiti di purezza stabiliscono i limiti di presenza di sostanze quali piombo e policlorobifenili, ma anche delle categorie di prodotto per le quali è possibile utilizzare sbiancanti ottici.
È bene sottolineare come il D.M. consenta l’uso delle fibre di recupero solamente per packaging a contatto con alimenti secchi, a patto che siano rispettati i requisiti di composizione e purezza.
Il Decreto è stato più volte aggiornato per conformarsi a quanto emanato a livello europeo. Inoltre, nonostante sia stato consolidato con l’ultima modifica il 31 maggio 2016 con il Decreto n.142, esistono tipologie di materiali che non vi figurano, ma che sono state oggetto di altri provvedimenti specifici.
NORMATIVA UNI EN 13430
La normativa UNI EN 13430 e succ. agg. definisce i requisiti che devono possedere gli imballaggi per permettere il recupero mediante processi di riciclo dei materiali di cui si compongono.
Nel testo della normativa sono delineati i criteri di valutazione dei parametri che competono a dimostrare la possibilità di recupero per riciclo di materia dell’imballaggio, ma che permettono anche la determinazione della percentuale di riciclo di materia.
I parametri che vengono testati riguardano tutte le fasi della vita dell’imballaggio, secondo logiche appartenenti al Life Cycle Assessment (LCA); più nel dettaglio, a ogni fase vengono associati valori rispondenti a criteri di riciclaggio quali: controllo di produzione e di utilizzo dell’imballaggio, facilità di riciclo per le tecnologie attualmente disponibili nel panorama industriale e sostanze rilasciate durante il processo di riciclaggio.
ATICELCA 501 E NORMATIVA UNI 11743
Il sistema Aticelca 501 nasce nel 2011 come strumento atto a definire, mediante un approccio tecnico e specifico per gli imballaggi cellulosici, ciò che viene riportato nella UNI EN 13430 e succ. agg., ma anche per incoraggiare alle pratiche di eco-design i soggetti interessati alla progettazione di prodotti a prevalenza cellulosica o a soggetti operanti nel mondo riguardante lo sviluppo di nuovi materiali a prevalenza cellulosica o additivi.
Infatti, è bene mettere in risalto come il Sistema di valutazione prima e la normativa UNI poi siano nati perché rispecchiano e valutano importanti aspetti che trovano un forte riscontro pratico in Italia, grazie alle numerose infrastrutture della filiera di riciclo dei prodotti a prevalenza cellulosica. Aticelca 501 e UNI 11743 ripercorrono infatti su scala laboratoriale le diverse fasi del riciclo condotte in ambito industriale, valutando preventivamente occorrenze che si possono verificare all’atto pratico del riciclo in cartiera.
Grazie al Sistema Aticelca 501, che ricordiamo essere un sistema volontario, è possibile ottenere la concessione all’impiego della dicitura riportante il livello (A+, A, B, C) di riciclabilità oppure riscontrare l’eventuale non riciclabilità del materiale o imballaggio così come sottoposto al test.
Inizialmente il sistema comprendeva sia criteri relativi alle prove sperimentali da condurre sui campioni da testare sia la valutazione dei parametri ottenuti. In seguito alla pubblicazione nel 2019 della normativa UNI 11743, relativa al metodo sperimentale di determinazione dei parametri di riciclabilità dei materiali e prodotti a prevalenza cellulosica, il sistema Aticelca 501 ha perso la metodica laboratoriale mantenendo la valutazione dei risultati derivanti dal test secondo la UNI 11743.
Nel dettaglio, al fine di ottenere l’attestazione del livello di riciclabilità, il soggetto deve inizialmente analizzare il campione di materiale o prodotto in conformità con la normativa UNI 11743 e successivamente sottoporre i risultati ad Aticelca che eseguirà la valutazione mediante il sistema di valutazione Aticelca 501:2019 e riporterà al soggetto l’esito e quindi il diritto o meno di utilizzare la dicitura e/o uno dei marchi attestanti la riciclabilità in cartiera.
NORMATIVA EN 643
La normativa europea EN 643 e succ. agg. si pone in un’ottica di standardizzazione dei prodotti commercializzati all’interno del mercato europeo, definendo i diversi gradi di carta e cartone per il riciclo e fornendo una descrizione della tipologia di prodotti che rientrano nelle varie classi di carta da riciclare (comunemente detta macero). Inoltre, riconoscendo la complessa varietà dei materiali presenti sul mercato, la normativa introduce la tolleranza massima accettabile in termini di componenti non cartari, riportando anche quali tipologie di materiali sono da considerarsi indesiderati o proibiti. Relativamente alla massima quantità di materiali non cartari, il limite è fissato per la maggior parte delle classi di macero all’1,5 % (riferimento da considerare come rapporto peso/peso).
Si precisa che le soglie definite dalla EN 643 si riferiscono alle frazioni estranee che possono essere presenti (ad esempio sacchetti di plastica, pezzetti di vetro, ecc.) e non si riferiscono a eventuali costituenti del prodotto cartario, sebbene di natura non cellulosica (ad esempio finestre, nastri adesivi, graffette, ecc.).
Essendo una normativa di riferimento generale per i prodotti a prevalenza cellulosica, la EN 643 riguarda artefatti in carta e cartone in genere, includendo sia packaging sia altre tipologie. A titolo esemplificativo si possono riportare, tra gli altri, ondulati per imballaggio, giornali, riviste, etichette e relativi supporti, sacchetti, bicchieri e stoviglie.
I codici di macero definiti sono raggruppati all’interno di cinque gruppi:
- Gruppo 1 - Qualità Ordinarie: rappresenta il gruppo con le qualità meno pregiate e conseguentemente dal minore valore commerciale. Racchiude carta e cartoni misti non selezionati, contenitori ondulati usati, riviste e carta da disinchiostrazione;
- Gruppo 2 - Qualità Medie: il gruppo 2 riguarda i codici di macero relativi ad esempio a giornali invenduti, refili bianchi densamente stampati e carte da ufficio selezionate;
- Gruppo 3 - Qualità Superiori: questo gruppo si compone di refili di stampati bianchi e misti, carta da giornale bianca e carta bianca a base di pasta meccanica contenente carta patinata;
- Gruppo 4 - Qualità Kraft: all’interno della qualità kraft è possibile individuare refili nuovi di cartone ondulato, cartone ondulato kraft di prima e seconda qualità, refili nuovi di carta e cartoncino kraft e carta e cartoncino kraft usato;
- Gruppo 5 - Qualità Speciali: rappresenta il gruppo cui appartengono codici relativi a packaging misto, compositi a base carta per bevande, laminati e verniciati kraft.
REGOLAMENTO CE 1935/2004
Il Regolamento CE 1935/2004 stabilisce le caratteristiche e le norme comuni che devono possedere i MOCA (Materiali e Oggetti destinati al Contatto con Alimenti) e si affianca al regolamento CE 2023/2006 sulle buone pratiche di fabbricazione. Entrambi hanno carattere generale, pertanto non contengono requisiti specifici.
Vengono riconosciute 17 classi di materiali che possono prevedere misure specifiche relative a requisiti di purezza o a sostanze utilizzate, ma si riporta anche come gli imballaggi debbano riportare la dicitura “per contatto con i prodotti alimentari” con il rispettivo logo. Inoltre, il Regolamento ammette l’uso di materiali attivi o intelligenti a contatto con gli alimenti.
I principi riportati nella CE 1935/2004 sono atti a evitare che l’imballaggio costituisca pericolo per la salute umana, modifichi la composizione dei prodotti alimentari o ne alteri il contenuto.
Imballaggi a prevalenza cellulosica
Definizione di materiale e prodotto a prevalenza cellulosica
Prima di procedere con la descrizione delle principali tipologie di imballaggio a prevalenza cellulosica, è bene proporre la definizione riportata all’interno del sistema di valutazione Aticelca 501:2019 relativamente a materiali e prodotti a prevalenza cellulosica:
- Materiale a prevalenza cellulosica: carta e cartone che necessitano di ulteriori trasformazioni per divenire prodotti finiti (per esempio, rotoli e fogli di carta destinati alla stampa o alla cartotecnica, fogli di cartone ondulato destinati alla produzione di imballaggi, bobine di carta “tissue” destinate alla produzione di fazzoletti). Tale materiale può contenere altri costituenti non cellulosici non oltre il 50% in peso.
- Prodotto a prevalenza cellulosica: oggetto finito (come, per esempio, imballaggi, stampati, articoli per uso domestico) costituito per oltre il 50% in peso da materiali a prevalenza cellulosica.
Per quanto concerne gli imballaggi a prevalenza cellulosica, si distinguono:
- gli imballaggi monomateriali, vale a dire costituiti da sola carta;
- gli imballaggi multimateriali, costituiti da un corpo principale in carta e componenti di materiali differenti separabili manualmente;
- gli imballaggi poliaccoppiati o compositi, costituiti in modo strutturale da diversi materiali, non separabili manualmente.
È quindi possibile intuire come per quanto riguarda la prima definizione riportata si intenda un semilavorato, derivante direttamente da produzione in cartiera, mentre la seconda sia ad esempio riferita agli imballaggi realizzati dalle aziende produttrici. In questi prodotti è possibile trovare anche componenti che non sono a prevalenza cellulosica, come ad esempio le finestre in materiale plastico dei sacchetti del pane o i manici in corda di alcune tipologie di shopper.
Da evidenziare che le definizioni adottate da Aticelca si riferiscono ad ogni modo alla concezione di carta e di prodotto cartario presenti nella EN 643.
SPECIFICITÀ DEGLI IMBALLAGGI IN CARTA E CARTONE
Gli imballaggi a prevalenza cellulosica sono fortemente diversificati per tipologia, forma e funzione e, a seconda della natura del loro contenuto, devono assicurare diverse caratteristiche meccaniche o chimico-fisiche. Ulteriore aspetto rilevante in termini di differenziazione è il processo di lavorazione, che definisce i parametri tecnologici.
Proprietà e caratteristiche possono essere così classificate:
- Caratteristiche chimico-fisiche
- Grammatura
- Spessore
- Proprietà ottiche
- Permeabilità a gas o liquidi
- Proprietà meccaniche
- Resistenza a trazione, compressione, strappo, piegatura e pressione
- Capacità di assorbimento degli urti
- Rigidezza
- Proprietà tecnologiche
- Finitura superficiale
- Stampabilità
- Speratura
In generale, la carta è un materiale in grado di assorbire facilmente l’umidità grazie alla sua intrinseca porosità e alle caratteristiche idrofiliche delle fibre che la compongono. Questo assorbimento avviene indifferentemente dall’ambiente o dal contenuto, portando ad un peggioramento delle prestazioni meccaniche e delle proprietà fisiche. Conseguentemente, anche le proprietà barriera relative al vapore acqueo — ma anche rispetto ad altri gas quali l’ossigeno e altre sostanze come i lipidi — sono relativamente deboli. La traspirabilità della carta, che è una caratteristica che rappresenta spesso un vantaggio, in altri casi, come quando sia necessario imballare alimenti umidi e grassi, rappresenta un limite che può essere superato con degli effetti barriera, grazie ai quali si evitano le interazioni con l’esterno al fine di prolungare la shelf-life del prodotto.
Al fine di migliorare queste proprietà è possibile accoppiare e rivestire il materiale cellulosico con altri materiali dalle proprietà differenti quali plastica e alluminio: la scelta è effettuata in fase progettuale in funzione della specifica applicazione, la quale deve considerare la natura del contenuto e le proprietà da implementare, che altrimenti risulterebbero critiche adoperando un materiale puramente cellulosico.
Altre tipologie di rivestimento possono essere previste per ottimizzare la qualità di stampa dell’imballaggio, specie quando gli inchiostri da utilizzare sono a base d’acqua.
Carta, cartoncino, cartone ondulato
Essendo questi termini ricorrenti all’interno dell’elaborato, si è reputato utile fornire la definizione di ciascuno di essi, trattando in maniera sintetica ciò che li differenzia.
La definizione di carta da dizionario è: “prodotto industriale fabbricato con sostanze fibrose diverse (prodotti cellulosici, legno, paglia, cenci risultanti da fibre vegetali, ecc.) ridotte, mediante trattamenti meccanici e chimici, in paste umide, dalle quali, previa aggiunta di additivi, detti "cariche", che conferiscono caratteristiche particolari, si ricavano fogli sottili e flessibili, per vari usi”. Sebbene da questa esplicazione sia possibile estrarre sommarie informazioni riguardanti le materie prime e la tipologia di processo di ottenimento di prodotti cellulosici, non è altresì possibile rilevare il fattore che distingue carta, cartoncino e cartone.
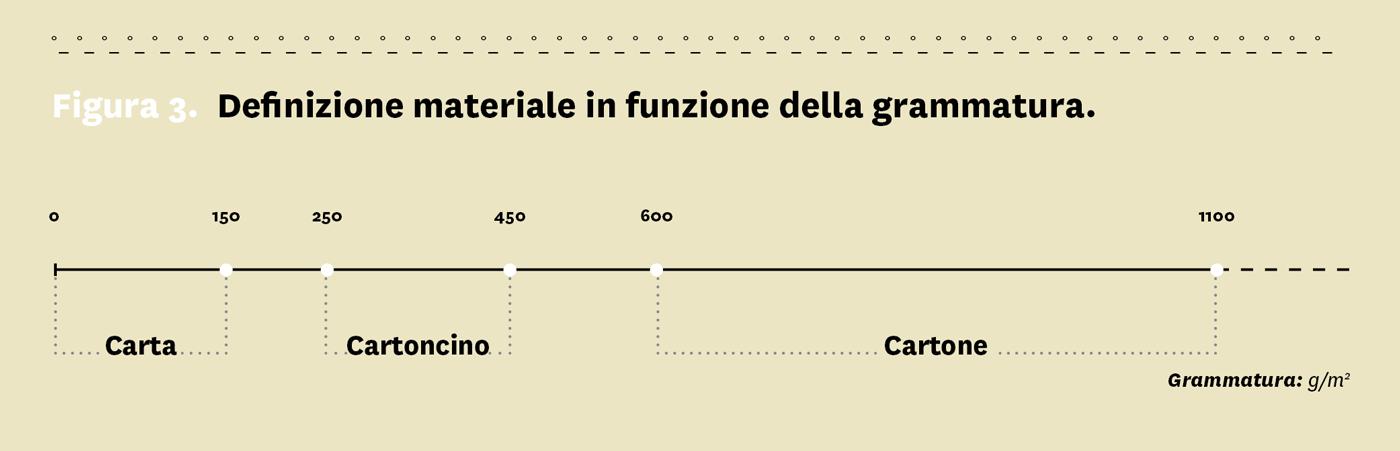
La proprietà che definisce un materiale cellulosico è la grammatura (Figura 3), vale a dire il peso per unità di superficie. La carta vera e propria ha una grammatura fino a 150 g/m2, mentre il cartone è caratterizzato da una grammatura superiore a 600 g/m2, che può raggiungere anche i 1100 g/m2. Il cartoncino, invece, è un manufatto cartario di grammatura intermedia fra quella della carta e quella del cartone, definito da una grammatura compresa fra 250 e 450 g/m2. È possibile notare come dai precedenti intervalli risultino due zone apparentemente non definite, quali le grammature tra i 150 e i 250 g/m2 e quelle tra i 450 e i 600 g/m2: in questi range il prodotto può essere ritenuto ambivalentemente carta o cartoncino per il primo intervallo e cartoncino o cartone per il secondo.
Il cartone ondulato è composto da due fogli di cartone teso, detti copertine, al cui interno è possibile trovare una o più onde; nel caso di più onde, queste vengono separate dall’interposizione di un ulteriore foglio teso. I diversi strati sono tenuti assieme grazie all’uso di adesivi solitamente a base di amido e idrosolubili.
Esistono diversi parametri da considerare e calibrare:
- Il materiale utilizzato nelle copertine può passare — attraverso diverse qualità — dal kraft, rinomato per le ottime prestazioni meccaniche, al camoscio, ottenuto esclusivamente da fibre di recupero. Le prestazioni meccaniche possono variare in funzione delle tipologie di fibre vergini e di riciclo impiegate.
- La grammatura varia da circa 150 g/m2 a circa 450 g/m2, contribuendo in maniera direttamente proporzionale alle proprietà meccaniche. Naturale conseguenza, purtroppo, è l’aumento del peso del prodotto finito per grammature crescenti.
- L’onda può anch’essa essere realizzata in diverse qualità di carta, con grammatura che generalmente varia da circa 110 g/m2 a circa 210 g/m2. Per le onde un altro parametro importante risulta essere l’altezza d’onda, con la quale si possono ottenere spessori finali compresi tra 1,5 e 15 mm. Diverse tipologie di onda vengono identificate da diverse lettere alfabetiche.
In generale, rispetto agli ondulati a onda bassa, quelli a onda alta offrono maggiore resistenza a sforzi verticali — forze complanari al foglio —, mentre minore resistenza allo sforzo a compressione in piano — forze ortogonali alla superficie del foglio. Inoltre, per onde di altezza maggiore risulta più difficoltosa la stampa in quanto la distanza tra due onde cresce e di conseguenza la copertina non risulta perfettamente planare. Infine, spessori maggiori degli ondulati permettono sì una maggiore resistenza al potere penetrante di oggetti esterni dovuto a urti occasionali (per esmpio durante il trasporto), ma aumentano il volume complessivo occupato dall’articolo durante il trasporto.
Materiali per il packaging
Avendo quindi definito cosa si intende per prevalenza cellulosica e descritto le varie tipologie di carta in base alla grammatura, ciò che sarà affrontato di seguito riguarda la descrizione dei differenti materiali utilizzati negli imballaggi a prevalenza carta e cartone. Questi sono stati identificati innanzitutto a partire dalla natura monomaterica o composta, e successivamente — per i materiali monomaterici — in funzione della grammatura.
Verranno pertanto definite le seguenti tipologie di materiale:
- Carta
- Cartoncino teso
- Cartone
- Cartone ondulato
- Compositi
- Carta speciale
- Polpa di cellulosa
Siccome le tipologie appena citate hanno differenti proprietà che assolvono alle funzionalità del packaging, risulta naturale conseguenza che di diversi imballaggi si farà un uso più o meno differenziato.
A seguire (Tabella 1) è riportata una tabella riassuntiva dei più comuni abbinamenti tipologie-imballaggi a prevalenza cellulosica. Risulta inoltre necessario evidenziare come le varietà di imballaggi che si possono trovare in Tabella 1 non pretendono di fornire una completa rappresentazione del packaging immesso a consumo.

CARTA
La carta è generalmente definita da spessori molto ridotti che assicurano la traspirabilità del packaging, offrono ridotte prestazioni meccaniche in termini di resistenza allo strappo e alla perforazione ma ottima flessibilità e leggerezza del prodotto finale. Naturalmente, queste prestazioni possono essere modulate in funzione della lunghezza media della fibra o anche dello spessore del foglio di carta utilizzato.
In generale, il packaging realizzato in carta risulta principalmente monomateriale, con eventuali componenti in materiale differente quali finestrature (si pensi ad esempio al sacchetto del pane) in materiale plastico per rendere più funzionale l’imballaggio, ad esempio permettendo la visione del contenuto. La monomatericità implica anche una ridotta resistenza meccanica nel caso in cui l’imballo si inumidisca o si bagni.
I principali imballi realizzati a partire dalla carta sono differenti per formato e tipologia, spaziando dai sacchetti (per prodotti freschi, ad esempio prodotti da forno o per articoli ortofrutticoli) e dai sacchi (a titolo esemplificativo per semilavorati industriali) agli shopper, alle etichette autoadesive fino alle protezioni interne (carta da riempimento, fodere interne e imbottiture).
Nel caso di sacchi, sacchetti e shopper sono solitamente impiegate fibre dotate di elevata lunghezza e prestazioni meccaniche (carta kraft), mentre nel caso di carta riempitiva si utilizza generalmente materiale da riciclo con grammatura da 50 a 70 g/m2.
CARTONCINO
Rispetto alla carta il cartoncino teso è caratterizzato da maggiori spessori, è in grado di sottostare a maggiori sforzi meccanici e presenta una più ridotta flessibilità.
Queste caratteristiche intrinseche permettono la realizzazione di prodotti che si autosostengono se sottoposti a carichi di compressione moderati, come avviene nel caso in cui si impilano più unità dello stesso prodotto una sopra l’altra. Imballaggi realizzati in cartoncino teso sono tendenzialmente monomateriali, prevedendo al più qualche accessorio in materiale non cartaceo, come ad esempio una finestra in plastica.
Per quanto riguarda i prodotti destinati a uso packaging realizzati in cartoncino si possono menzionare scatole (per prodotti alimentari secchi, con o senza presenza di altri eventuali accessori in materiale non a prevalenza cellulosica), astucci (ad esempio per il settore farmaceutico, per prodotti industriali o di cosmesi), buste monomateriali per l’e-commerce (dotate di striscia adesiva per garantirne la chiusura), articoli per la protezione interna quali angolari (più fogli di cartoncino possono essere accoppiati tra loro per incrementare spessore e resistenza meccanica dell’articolo) e infine bobine, rotoli, tubi e cilindri (per prodotti alimentari o sui quali è avvolto materiale flessibile non destinato all’esclusivo uso domestico), vassoi e guantiere (eventualmente anche accoppiati con uno strato plastico).
CARTONE
Il cartone rappresenta il materiale che rispetto a carta e cartoncino risulta più performante a livello meccanico a scapito di maggiori spessori e limitate flessibilità. Inoltre, le prestazioni strutturali si ottengono a scapito della leggerezza del prodotto finito.
Come per carta e cartoncino, la soluzione spesso adottata — che risulta anche ottimale per i processi di riciclo — è relativa alla produzione di imballaggi monomaterici.
Le tipologie di prodotti applicativi per il cartone risultano molto simili a quelli del cartoncino, ovvero: scatole e scatoloni (ad esempio per il trasporto di articoli fragili), articoli per la protezione interna quali angolari e infine bobine, rotoli, tubi e cilindri (sui quali è avvolto materiale flessibile non destinato all’esclusivo uso domestico).
CARTONE ONDULATO
Il cartone ondulato spicca per la varietà di applicazioni in cui può essere utilizzato. Infatti, durante il processo manifatturiero del semilavorato, è possibile gestire, tra gli altri parametri — quali ad esempio la tipologia di carta adoperata —, il numero di onde nonché la loro altezza, definendo intrinsecamente spessore finale e proprietà meccaniche: resistenza a perforazione, stampabilità, rigidezza, ecc. Solitamente è venduto in fogli, ma è possibile trovarlo avvolto in bobine a patto che sia a onda singola e senza una copertina.
In generale, il packaging realizzato in cartone ondulato risulta leggero e autoportante, spesso anche voluminoso. Gli imballaggi in cartone ondulato sono generalmente pensati per essere impilati l’uno sull’altro e resistere ai carichi di peso sia del contenuto sia delle unità sovrastanti, spesso non trascurabili.
Le principali tipologie di imballaggi realizzati con cartone ondulato sono le cassette (dedicate solitamente ai prodotti ortofrutticoli), scatole e scatoloni (packaging secondario/terziario pensato sia per i servizi di stoccaggio e logistici della catena distributiva sia per l’e-commerce), imballaggi da trasporto ed esposizione (Shelf Ready Packaging, ovvero imballaggi che svolgono funzione di protezione e contenimento nella fase distributiva, e che fungono anche da espositori nei punti vendita assolvendo a esigenze comunicative) e componenti di protezione interna (separatori, divisori e alveolari).
IMBALLAGGI COMPOSITI A PREVALENZA CELLULOSICA
Per permettere al packaging cellulosico di resistere ad agenti liquidi, ma anche per poter migliorare le proprietà barriera a sostanze gassose, la componente cellulosica è talvolta accoppiata ad altri materiali di natura plastica o metallica. Gli imballaggi compositi sono particolarmente utili per il contenimento di beni che richiedono specifiche condizioni atmosferiche interne per la corretta conservazione, siano essi prodotti alimentari solidi come ad esempio biscotti, affettati o patatine, o liquidi come bevande calde o gassate (si pensi ad esempio a bicchieri per il caffè o per bibite).
L’accoppiamento è appositamente progettato per conferire al packaging una maggiore proprietà barriera, soprattutto nel caso di imballaggi a contatto con gli alimenti ai quali sono richiesti, a livello normativo, requisiti di purezza e composizione. Queste caratteristiche influenzano di contro la facilità di riciclo del packaging post-consumo.
I substrati cellulosici possono essere accoppiati su uno o entrambi i lati con uno o più strati plastici (solitamente polietilene - PE, polipropilene - PP o acido polilattico - PLA), oppure con strati plastici più uno in alluminio, ma anche da strati plastici metallizzati. Dal momento in cui ogni applicazione esige di differenti prestazioni, viene da sé come il numero di strati da sovrapporre e il materiale di ciascuno di questi layer siano da valutare per ogni singolo caso.
Esempi di imballaggi compositi sono i cartoni per bevande (confezioni per beni quali succhi, latte, vini, ecc.), sacchi e sacchetti (per biscotti, affettati e materiale industriale), stoviglie monouso (piatti, bicchieri, tazzine, vaschette e vassoi), tubi (per prodotti come ad es. patatine), ma anche etichette e buste imbottite per l’e-commerce (buste con strato interno in pluribolle o con strato esterno impermeabile).
CARTE SPECIALI
Le carte speciali sono composte da uno strato prevalente cellulosico, a cui sono applicate, altre sostanze e/o materiali o all’interno del materiale stesso o come rivestimento al fine di aumentare le proprietà del substrato.
Più nel dettaglio, è possibile identificare:
- Carte siliconate: durante la produzione di questa tipologia di carta viene aggiunta una ridotta percentuale di silicone (solitamente circa il 3%) che permette all’imballaggio di resistere fino a temperature di circa 200°C oltre a fornire proprietà di antiaderenza — ideali per la cottura di pietanze — e antiadesività;
- Carte paraffinate: carte rivestite con paraffina, spesso su entrambi i lati. La paraffina rende il packaging idrofobo e oleofobico, e ne aumenta la proprietà barriera al vapore acqueo. Ideale sia per prodotti alimentari sia per l’industria meccanica in cui si maneggiano componenti e prodotti spesso ingrassati o lubrificati;
- Carte catramate: carte rivestite con uno strato di catrame, che le rende impermeabili. Solitamente sono utilizzate come rivestimento interno di casse in legno per spedizioni via acqua.
Generalmente questi imballaggi sono venduti sotto forma di fogli o avvolti in rulli o bobine e presentano problematiche in fase di riciclo dovute all’uso di materiali non a prevalenza cellulosica. Nel caso specifico della carta siliconata, è possibile trovare artefatti realizzati in preforme (pirottini) destinati alla cottura di prodotti alimentari, ma anche bobine di supporto per etichette autoadesive (release liner), che devono resistere ad elevati sforzi meccanici dovuti al passaggio nell’etichettatrice.
POLPA DI CELLULOSA
La polpa di cellulosa è la materia prima con cui si produce il foglio di carta ed è un materiale di origine vegetale ricavato a partire dal tronco di legno o dai chip, sottoprodotti della lavorazione del legname. Al fine di ottenere un prodotto otticamente bianco, la polpa viene sottoposta a trattamento chimico con ossigeno e catalizzatori.
Essendo la cellulosa di natura idrofilica, per impermeabilizzare la polpa di cellulosa si può procedere al rivestimento con film plastici che possono essere indifferentemente ottenuti da fonte rinnovabile o meno e possono eventualmente essere biodegradabili e compostabili.
La polpa di cellulosa può essere impiegata anche per produrre prodotti cellulosici non ottenuti a partire da un foglio, ma ottenuti direttamente dalla polpa di cellulosa tramite pressatura o termoformatura. Il packaging realizzato in polpa di cellulosa solitamente resiste ad alte temperature (fino a 200°C), pertanto è solitamente utilizzato per il settore alimentare.
Inoltre, non essendo prodotto sotto forma di fogli o bobine, ma in balle, i processi di produzione degli imballaggi finali sono tendenzialmente differenti rispetto a quelli di taglio, piega e incollaggio solitamente adottati per altri semilavorati cellulosici. Infatti, tecnologie come stampaggio e termoformatura rendono il packaging realizzato in polpa di cellulosa morfologicamente più complesso delle altre tipologie nominate finora.
La polpa è utilizzata per realizzare vaschette (per prodotti come uova), riempitivi (a titolo esemplificativo nel settore dell’elettronica per televisori, portatili e rasoi), ma anche per stoviglie monouso (come piatti, vaschette d’asporto, coppette, bicchieri e tazzine)
Scatole nell’e-commerce
L’e-commerce è una forma di commercio e vendita di beni o servizi nata grazie allo sviluppo di Internet e di colossi virtuali di vendita online. Il valore di questo mercato nel mondo è stimato superare le migliaia di miliardi di euro con forti tassi di crescita sia nel mondo sia nel panorama italiano.
L’aumento dell’e-commerce ha portato negli anni ad una maggiore globalizzazione del mercato, influenzando conseguentemente le abitudini legate alla modalità di acquisto della popolazione.
Negli ultimi anni le percentuali di crescita dei volumi di vendita digitale hanno messo in risalto le opportunità di tale mercato, ma anche i suoi vincoli e le sue difficoltà. A tal proposito, Comieco, in collaborazione con Netcomm, ha pubblicato delle linee guida per il corretto uso del packaging all’interno del commercio digitale.
I prodotti venduti tramite canali e-commerce sono spediti all’interno di imballaggi quali scatole e scatoloni, buste imbottite e sacchetti in materiale plastico. Gli imballaggi più comunemente utilizzati per spedire i beni sono le scatole e gli scatoloni, realizzati in cartone ondulato. Questi imballaggi sono prodotti in diversi formati, che vengono scelti in funzione dell’ingombro dell’articolo da contenere. Generalmente il collo da spedire risulta voluminoso e necessita di prodotti riempitivi che fungono da protezione interna per il bene trasportato.
Va considerato inoltre come, oltre alla colla utilizzata per fissare i lembi della scatola, siano impiegati graffette e soprattutto nastri adesivi in materiale spesso non cellulosico (questi ultimi in generose quantità) e in alcuni casi anche porta documento di trasporto in materiale polimerico. Seppure in maniera differente, queste componenti possono inficiare il processo di riciclo in cartiera in quanto non costituiti da fibra di cellulosa, generando scarto da destinare ad altre forme di recupero.
Il processo di raccolta, selezione e riciclo degli imballaggi a prevalenza cellulosica
Introduzione alla filiera del riciclo
Progettare vuol dire pensare a tuttotondo a ciò che sarà il prodotto finale. Ciò significa non solo dettagliare forma, funzionalità, modo d’uso e comunicazione all’utente o rispettare le di normative vigenti, ma anche avere consapevolezza dell’intero ciclo di vita del prodotto. Più nello specifico significa essere consapevoli di ciò che accade nel momento in cui un bene termina la sua funzione e deve essere gestito e riciclato al fine di produrre nuovo materiale.
Anche per quanto riguarda gli imballaggi — in questo caso quelli a prevalenza cellulosica — è importante conoscerne i processi di riciclo, al fine di progettare un packaging che sia compatibile con essi. Considerando inoltre che l’Italia è un Paese povero di materie prime e dipende da forniture estere di fibra vergine, risulta vantaggioso per l'intero settore cartario e per la bilancia commerciale del Paese il recupero della maggior quantità possibile di fibra da poter immettere all’interno di nuovi prodotti mediante processi di riciclo.
Nell'ambito di design for recycling è importante che il progettista conosca e tenga in considerazione i diversi processi che compongono il fine vita dell’imballaggio. In questo modo il progettista sarà in grado di progettare soluzioni alternative che mirino alla generazione di pratiche virtuose atte ad ottimizzare il riciclo di prodotti di imballaggio in carta e cartone.
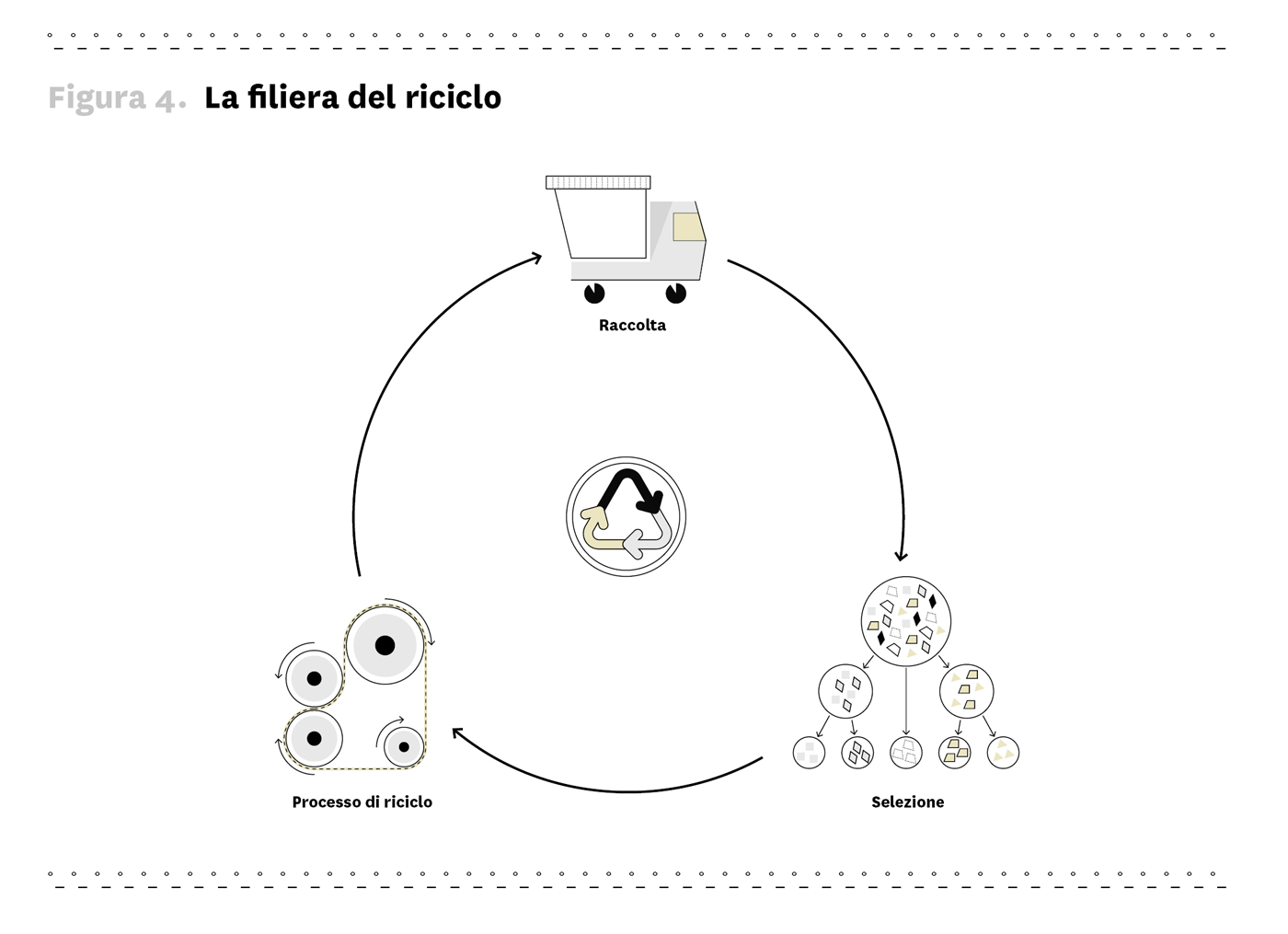
Questa sezione del documento si propone di fornire una descrizione essenziale ma esaustiva di ciò che costituisce la filiera del riciclo dei materiali a prevalenza cellulosica, suddividendola in tre macroprocessi:
- Raccolta
- Selezione
- Riciclo
LA FILIERA IN ITALIA E IN EUROPA
La raccolta, la selezione e il riciclo di prodotti in carta e cartone sono i processi che garantiscono il prolungamento della vita delle fibre di cellulosa. Infatti, queste ultime possono essere riciclate mediamente fino ad un massimo di sette volte prima che la loro lunghezza risulti troppo ridotta per essere nuovamente impiegata.
Il materiale in ingresso al processo di riciclo può provenire da due diversi flussi:
- Dalla raccolta dei rifiuti urbani gestita dai Comuni, la quale comprende tutti i prodotti post-consumo;
- Dalla raccolta dei flussi industriali, costituita da sfridi e imballaggi industriali.
Se la raccolta cittadina riguarda un insieme eterogeneo di prodotti realizzati con diverse tipologie di materiali a prevalenza cellulosica che necessitano di un processo di selezione prima dell’effettivo riciclo, la raccolta dei flussi industriali è costituita da un flusso omogeneo di sottoprodotti industriali e rifiuti di imballaggi ben definito e codificato che permette alle cartiere di utilizzarlo senza fasi intermedie.
Riciclare i prodotti giunti a fine vita è essenziale poiché garantisce da una parte benefici ambientali e dall’altra benefici socioeconomici per la comunità. Tra questi si riportano:
- Benefici economici diretti e indiretti per il sistema Paese;
- Materia prima seconda generata;
- Risparmio energetico;
- Riduzione delle emissioni di anidride carbonica (CO2).
I benefici diretti sono strettamente legati al valore economico di tutto ciò che viene raccolto e recuperato tramite processo di riciclo, dell’energia termica o elettrica prodotta mediante recupero energetico, mentre per i benefici indiretti ci si riferisce all’abbattimento degli agenti inquinanti.
Relativamente alla generazione di materia prima seconda ci si riferisce alla valorizzazione dei rifiuti di imballaggio e alla riduzione dell’approvvigionamento di materiale vergine. Quando si parla di risparmi energetici, invece, si intende l’energia elettrica e termica prodotta da recuperi energetici. Il processo di riciclo permette una riduzione dei quantitativi emessi di CO2 — uno dei gas considerati causa dell’effetto serra —, in confronto a quelli determinati dalla produzione a partire da materiale vergine. In maniera del tutto simile, la generazione di elettricità o calore da processi di valorizzazione energetica (recupero energetico) produce un minore quantitativo di anidride carbonica rispetto a processi che coinvolgono l’uso di materie di origine fossile.
In una più ampia valutazione c’è però anche da considerare che grazie all’impiego di cellulose provenienti da foreste gestite in maniera sostenibile vi è una continua sostituzione delle piante prelevate con nuove piante che con la loro crescita generano un assorbimento della CO2.
L’industria cartaria italiana impiega fibre derivanti da riciclo per più della metà della sua produzione (almeno il 55 %). Se si considera inoltre che, facendo riferimento unicamente all’Italia, vi è una limitata produzione di fibra vergine e che quindi questo materiale deve essere in buona parte importato dall’estero, non bisogna stupirsi se il nostro Paese è diventato uno dei migliori a livello europeo in termini di frazione raccolta e riciclata, superando già il traguardo previsto dalla direttiva (UE) 2018/852 entro il 2025.
Anche a livello europeo la carta e il cartone sono i materiali con il più alto tasso di riciclo, con valori ancora più elevati se si considera solamente il packaging a prevalenza cellulosica.
Riciclo di cartoni per bevande
Gli imballaggi compositi a base cellulosica richiedono condizioni specifiche per il riciclo, in quanto realizzati con materiali differenti non separabili manualmente tra loro. La cartiera riesce a recuperare le fibre cellulosiche separandole dagli altri materiali.
Il riciclo di questi imballaggi è molto importante in quanto il contenuto cellulosico è pregiato: risulta infatti composto da fibre lunghe che possono essere processate e riciclate ancora numerose volte prima di perdere le caratteristiche strutturali minime necessarie per generare macero da poter riutilizzare in nuovi prodotti.
Pertanto, questa tipologia di materiale costituisce una fonte di materia prima seconda da valorizzare. A tal riguardo, nel panorama italiano due cartiere sono oggi in grado di processare e riciclare gli imballaggi compositi a prevalenza carta idonei al contenimento di liquidi, solitamente cartoni per bevande. Queste, da sole, sono riuscite a trattare nel 2018 circa un quinto dell’intero ammontare di cartone per bevande avviato a riciclo, dichiarando anche la loro intenzione di raddoppiare tale cifra grazie al rafforzamento del legame tra gli attori della filiera del riciclo dei prodotti a prevalenza cellulosica.
Compostabilità in Italia
Recenti studi segnalano come l’implementazione di proprietà barriera contro liquidi, lipidi e gas o contro possibili migrazioni di contaminanti abbia portato all’incremento della frazione di mercato legata al packaging multi-materiale biocomposito a prevalenza cellulosica — nonostante rappresenti ancora ridotte percentuali all’interno del volume totale di imballaggi a prevalenza cellulosica.
Si tratta quindi di imballaggi a base cellulosica accoppiati a bioplastiche. Grazie all’impiego di questi materiali è così possibile aggiungere nuove funzionalità alla carta senza alterare le caratteristiche di bio-materiale biodegradabile che le sono proprie. L’utilizzo di tali materiali permette al packaging in carta soggetto a contaminazioni e residui organici tali da non poter essere valorizzato a riciclo, di essere recuperabile nella filiera dell’organico.
Parlando di bioplastiche, è bene specificare come il termine racchiuda al suo interno molteplici famiglie di materiali caratterizzate da diverse proprietà:
-
Bio-based: materiale derivante almeno in parte da biomassa; esempi di piante dalle quali si possono ottenere materiali bio-based sono mais, canna da zucchero e canapa
-
Biodegradabile: la biodegradabilità è la proprietà di un materiale di poter essere convertito tramite un processo chimico attuato da microrganismi in sostanze semplici quali acqua e anidride carbonica entro determinati limiti temporali.
Si evidenzia come le due proprietà appena riportate siano indipendenti l’una dall’altra, in quanto esistono materiali di derivazione da biomassa non biodegradabili (es. Polietilene Tereftalato ottenuto da fonti rinnovabili, bio-PET) o di derivazione petrolchimica e biodegradabili (es. Policaprolattone, PCL).
È bene inoltre sottolineare la differenza esistente tra compostabile e biodegradabile: sebbene tutto il materiale compostabile sia biodegradabile, non tutto il materiale biodegradabile è compostabile. Questo perché i materiali compostabili diventano biomassa, fattore non scontato per i materiali biodegradabili. Infatti, nella normativa EN 13432 si specifica come un materiale, per essere definito compostabile, debba:
-
Degradarsi per almeno il 90% entro sei mesi in un ambiente ricco di anidride carbonica (da verificare secondo lo standard ISO 14855)
-
Frammentarsi in parti di dimensione inferiore a 2 mm se messo in contatto con materiali organici per tre mesi (da verificare secondo lo standard ISO 14045)
-
Non avere effetti negativi sul processo di compostaggio
-
Mostrare bassa concentrazione di metalli pesanti additivati al materiale
-
Mostrare valori di pH, azoto fosforo e di altre sostanze entro i limiti stabiliti.
Questo panorama diviene di primaria importanza nel momento in cui si entra nella fase progettuale del packaging, in quanto la scelta del materiale influenza necessariamente le possibilità legate al fine vita del prodotto finale. Sebbene la prevalenza cellulosica del packaging renda preferibile l’opzione del riciclo, la compostabilità — previa certificazione secondo le normative vigenti — rappresenta, specificatamente per gli imballaggi a diretto contatto con gli alimenti umidi o grassi realizzati in carta, un’alternativa, grazie alla presenza di impianti industriali di compostaggio aerobico in grado di gestire adeguatamente il fine vita di tali tipologie di imballaggi, per lo meno fintanto che le percentuali in ingresso nel flusso dei rifiuti organici sono quelle a noi oggi note.
Nel considerare dove destinare tali tipologie di imballaggi è bene avere presente queste due valutazioni:
-
Gli eventuali strati in bioplastica in cartiera sono trattati come plastica tradizionale e in quanto tali confluiscono a produrre scarto pulper da destinare solitamente a recupero energetico, pertanto nulla cambia rispetto ad un accoppiato carta-plastica tradizionale;
-
Laddove l’applicazione riguardi un imballaggio alimentare monouso, che ha il più forte limite per la riciclabilità legato alla contaminazione da residui alimentari, l’accoppiamento cellulosa-bioplastica lo rende potenzialmente idoneo alla raccolta nell’umido e riciclabile per via organica. A tale scopo però è sempre bene verificare l’effettiva biodegradabilità e compostabilità dell’intero imballaggio finito ai sensi della norma UNI EN 13432.
Raccolta
RACCOLTA DIFFERENZIATA DEGLI IMBALLAGGI POST-CONSUMO
La raccolta differenziata dei rifiuti urbani, che include anche la raccolta di imballaggi a prevalenza cellulosica, è organizzata e gestita dai Comuni, i quali ne stabiliscono le modalità che sono quindi eterogenee sul territorio nazionale. Il consumatore svolge un ruolo cruciale relativamente alla raccolta differenziata e quindi all’avvio a riciclo dei rifiuti di imballaggio.
È bene considerare quindi che il progetto dell’imballaggio può supportare in maniera significativa l’attività di raccolta differenziata svolta dai Comuni, aiutando l’utente nel suo compito di differenziare il rifiuto, avviandolo nel corretto flusso di riciclo.
Inoltre, è bene sottolineare come la raccolta differenziata degli imballaggi a prevalenza cellulosica e delle frazioni similari rappresenti, con quasi 3 milioni e mezzo di tonnellate nel 2018, la seconda frazione merceologica su scala nazionale in termini di quantitativi raccolti (preceduta solamente dalla frazione organica — umido e verde). Questa frazione vede dati che mostrano una crescita dei volumi negli anni, valori che risultano più che raddoppiati se paragonati a quelli antecedenti il nuovo millennio.
RACCOLTA DEGLI IMBALLAGGI DAL SETTORE INDUSTRIALE
A differenza della raccolta urbana, il materiale raccolto dal settore industriale può venire dalle attività di commercio, dalla Grande Distribuzione Organizzata (GDO), dal settore giornalistico, dagli scatolifici o da qualsiasi azienda operante nel settore industriale o dei servizi in cui si abbia in almeno una fase delle sue operazioni l’uso di packaging a prevalenza cellulosica.
Gli imballaggi usati sono raccolti e portati ai selezionatori — operanti nella fase successiva— attraverso un canale dedicato che prevede l’uso di container, di compattatori o, specialmente relativamente alla GDO, l’uso di balle legate da regge metalliche o plastiche.
Una parte di questi flussi può poi confluire nel flusso urbano per effetto delle scelte comunali di assimilazione dei rifiuti commerciali agli urbani, appunto. Tipicamente si può trattare dei flussi di piccole realtà commerciali e artigianali.
Un discorso a parte deve invece essere fatto per i rifili e in generale gli sfridi e gli scarti di lavorazione delle cartotecniche e dei processi di stampa. In questo caso, trattandosi di residui che fuoriescono da un processo industriale senza esserne scopo primario, non necessitano di alcun processo di selezione e quindi rientrano nella definizione di sottoprodotti. Questi materiali non sono quindi in alcun modo rifiuti e sono tipicamente ceduti direttamente alle cartiere (spesso è la stessa cartiera che fornisce la carta a ritirare i rifili e riciclarli) o commercializzati per mezzo di intermediari.
Selezione
Data la differente natura dei flussi urbano e commerciale e industriale, saranno trattati separatamente. Infatti, il materiale intercettato nei flussi commerciali ed industriali (sfridi, prodotti non immessi sul mercato, imballaggi provenienti dalla grande distribuzione organizzata, ecc.) risulta maggiormente omogeneo. Conseguentemente, è possibile in generale associare a questi flussi dei codici di macero associati a qualità superiori se comparati a quanto succede per il materiale derivante dal flusso di raccolta differenziata urbana.
Quanto segue rappresenta lo schema e la relativa descrizione di un processo di selezione avanzato, in quanto utilizza anche tecnologie di selezione automatizzata.
SELEZIONE DI PRODOTTI A PREVALENZA CELLULOSICA POST-CONSUMO
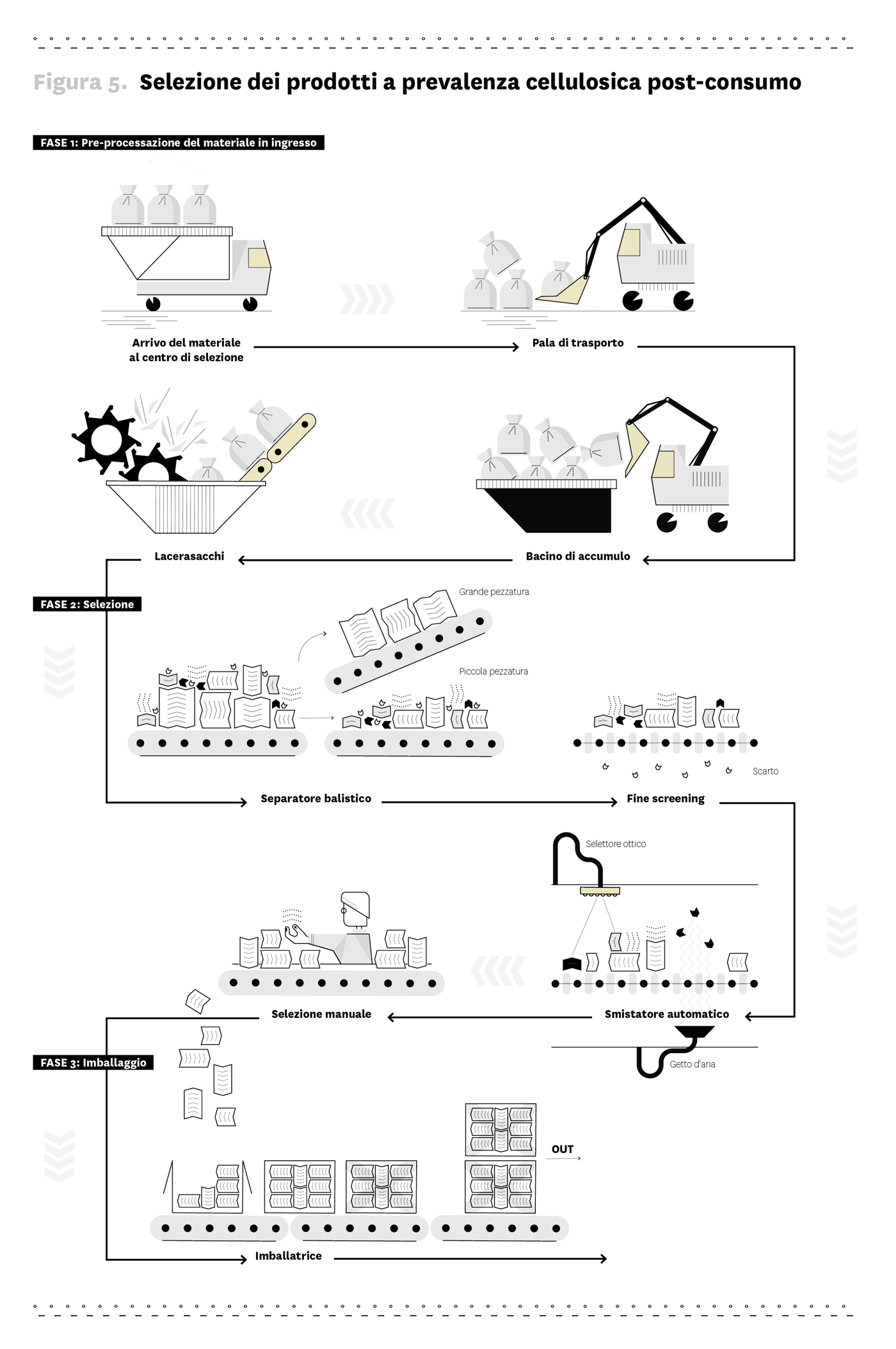
FASE 1: Pre-processazione del materiale in ingresso
- Il materiale in arrivo dalla raccolta cittadina viene portato in azienda e scaricato all’interno dell’impianto. Un operatore procede alla movimentazione del suddetto materiale mediante un macchinario che ne permette il trasferimento all’interno di un bacino di accumulo.
- Il materiale viene spostato attraverso un nastro trasportatore dal bacino di accumulo all’interno di un apposito macchinario che procede all’apertura automatica di eventuali sacchi (plastici e non) usati per la raccolta. Questo passaggio permette alle successive fasi di ridurre il quantitativo di scarto da avviare ad altre forme di recupero.
FASE 2: Selezione
- Il materiale prosegue il suo cammino attraverso un separatore balistico che, grazie ad un moto alternato, permette la separazione preventiva in funzione della pezzatura della carta e del cartone. Più nello specifico, il materiale che non cade attraverso i fori — ovvero caratterizzato da una grande pezzatura, solitamente nel range dei 20-30 cm di diametro— è generalmente cartone ondulato. A tal proposito, costituisce buona pratica invitare il consumatore a non sminuzzare prodotti in cartone ondulato, in maniera tale da ridurre la quantità che passa attraverso i fori del separatore balistico.
- Tutto ciò che si distingue per una pezzatura medio-ridotta prosegue il suo cammino su un nastro trasportatore per un processo di fine-screening, all’interno del quale eventuali oggetti di dimensione ridotta solitamente non a prevalenza cellulosica vengono separati.
- In seguito, grazie ad un selettore ottico, è possibile separare specifici colori oppure l’eventuale plastica, mediante un getto d’aria che li indirizza ad una specifica forma di riciclo nel caso di carta e cartoncino colorati/bianchi, o di smaltimento/recupero nel caso di materiale differente.
- Infine, la selezione manuale rimuove eventuali frazioni estranee non precedentemente scartate, garantendo che i requisiti qualitativi del materiale richiesti dalla cartiera siano rispettati. Inoltre, gli operatori possono separare specifici codici di macero a seconda delle richieste di mercato.
FASE 3: Imballaggio
- L’ultima fase riguarda l’imballaggio del materiale processato per ottenere un’unità di vendita facilmente gestibile dai macchinari e trasportabile alle cartiere.
Pertanto, un nastro trasportatore riversa il materiale all’interno di una imballatrice che lo pressa e lo lega con fasce metalliche. Il prodotto in uscita rappresenta quindi una unità di dimensioni dell’ordine del metro (nonostante la lunghezza possa variare a seconda del selezionatore) per un peso di circa una dozzina di quintali. - Una volta terminato il processo, la balla viene stoccata finché ceduta ad una cartiera.
SELEZIONE DI PRODOTTI A PREVALENZA CELLULOSICA INDUSTRIALI
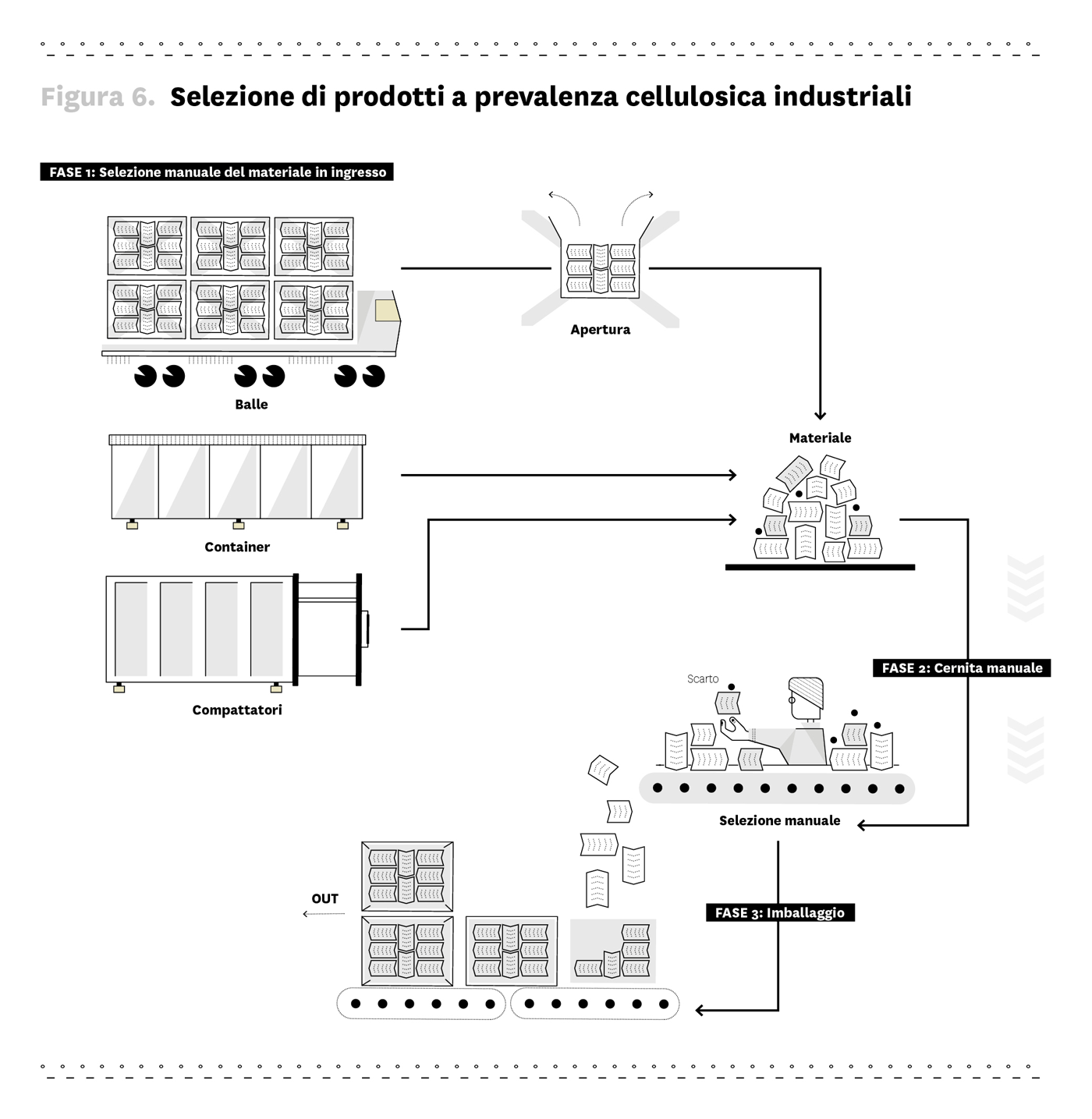
FASE 1: Selezione manuale del materiale in ingresso
- Le eventuali balle di materiale raccolto dal circuito commerciale ed industriale vengono aperte. Tipicamente ciò accade quando il flusso proviene dalla GDO e dalle attività di commercio in generale. In caso contrario, il materiale viene subito sottoposto alla fase successiva.
FASE 2: Cernita manuale
- Operatori rimuovono manualmente eventuali prodotti inficianti la qualità del lotto, garantendo che gli standard qualitativi del materiale richiesti dalla cartiera siano rispettati.
FASE 3: Imballaggio
- Un nastro trasportatore riversa il materiale all’interno di una imballatrice che lo pressa e lo lega con fasce metalliche. Il prodotto in uscita rappresenta quindi una unità di dimensioni dell’ordine del metro (nonostante la lunghezza possa variare a seconda del selezionatore) per un peso di circa una dozzina di quintali.
- Una volta terminato il processo, la balla viene stoccata finché non ceduta ad una cartiera.
Processo di riciclo in cartiera
FASE 1: Formulazione ricetta e spappolamento
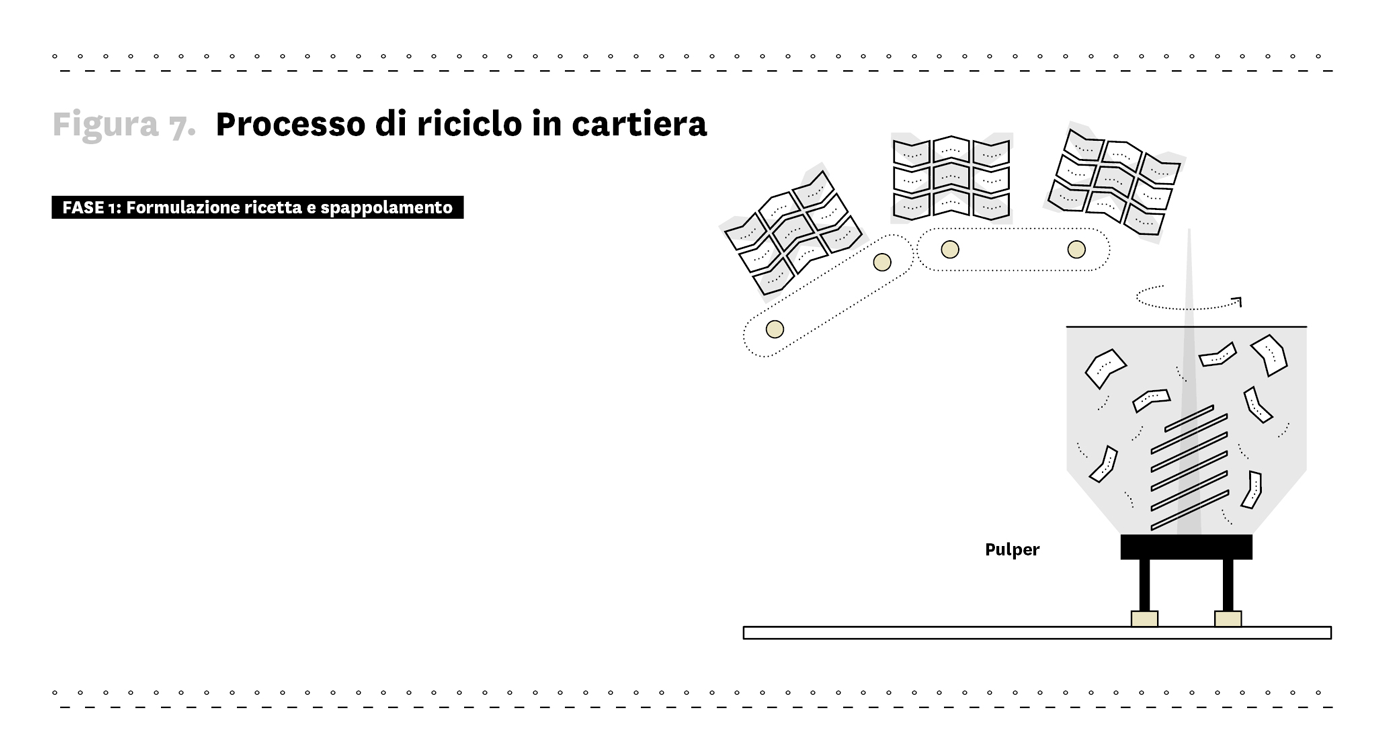
- Il processo di riciclo inizia con la formulazione della ricetta dell’impasto da lavorare e con il caricamento delle quantità richieste sul nastro trasportatore. Il materiale viene caricato sotto forma di balle, così come in arrivo dai selezionatori. La ricetta risulta una miscela di diversi tipi di paste.
- I quantitativi caricati sul nastro trasportatore vengono immessi all’interno dello spappolatore (pulper), il quale procede alla separazione delle fibre. In generale questo può avvenire mediante un processo meccanico (grazie ad una girante posta sul fondo dello strumento) eventualmente adiuvato da un trattamento chimico. Oggigiorno si riciclano sempre più imballaggi e prodotti fatti di carta riciclata, pertanto, onde evitare che le fibre si rompano eccessivamente, il tempo di processo delle fibre e le relative temperature si stanno riducendo. Conseguentemente, la possibilità di riciclo di materiali più complessi, come ad esempio compositi a base carta, diventa sempre più complessa, infatti:
- Permanenze prolungate sono necessarie a processare materiali più resistenti come, ad esempio, cassette per prodotti ortofrutticoli;
- Permanenze più brevi risultano adatte a prodotti meno strutturati quali fogli di carta o shopper che altrimenti subirebbero una degradazione della fibra, riducendone eccessivamente la lunghezza e conseguentemente la qualità.
In generale uno spappolatore funziona a basse temperature, mantenute al di sotto dei 40°C.
FASE 2: Raffinazione dell’impasto
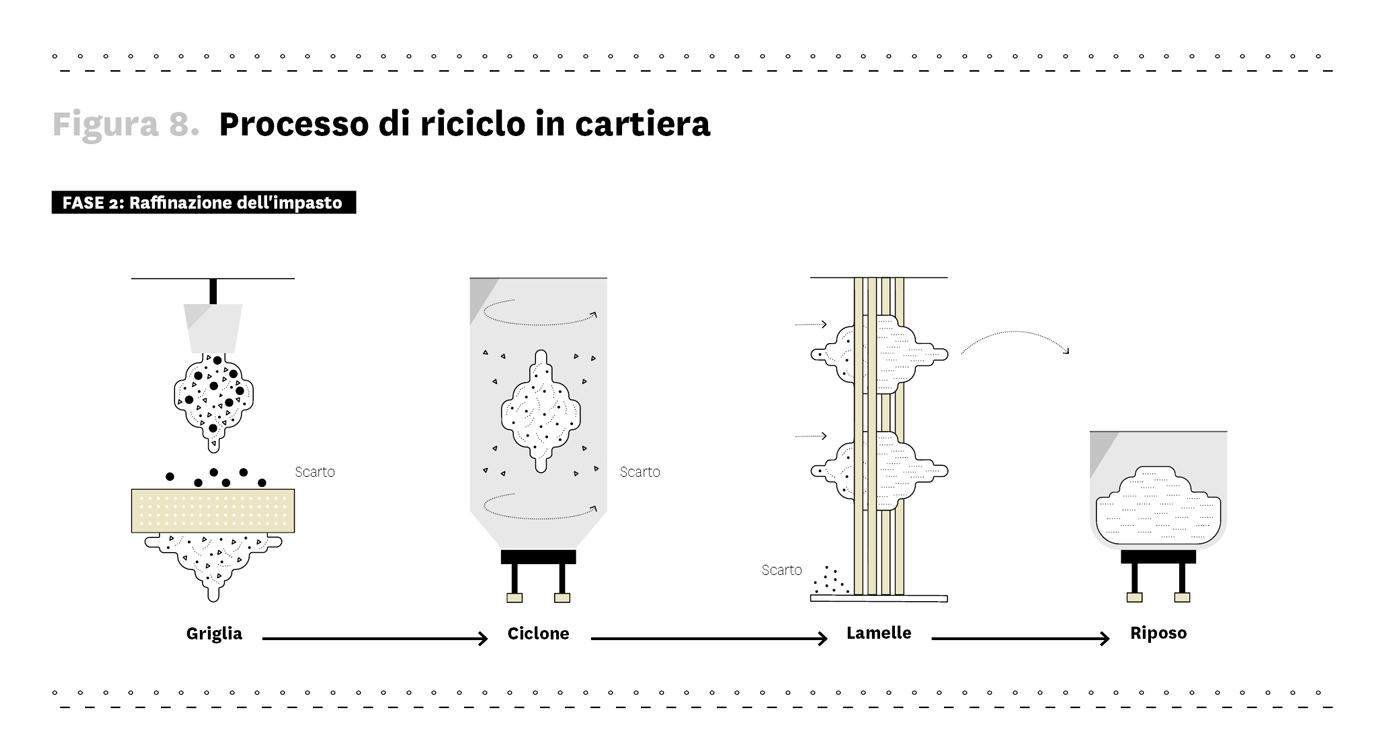
- Una volta spappolato, l’impasto viene fatto passare attraverso una griglia composta da fori dal diametro di circa 14 mm. Questo serve per poter eliminare eventuali prime impurità delle balle immesse nel pulper.
Un’altra frazione di materiale che viene scartato da questa prima filtrazione rappresenta tutti i prodotti che possono essere solo parzialmente spappolati o che non sono spappolati affatto, come, in alcuni casi, prodotti laminati su entrambi i lati, compositi e nastri adesivi.
- Ciò che non riesce a passare attraverso la griglia viene trasferito in una betoniera, all’interno della quale viene sciacquato e successivamente raccolto e trattato dalla cartiera come rifiuto.
- La miscela acquosa (al 95% circa di acqua) che invece è riuscita a passare attraverso la griglia viene poi avviata ad una serie di cicloni (epuratori). Questi permettono la separazione per gravità da materiali estranei di dimensione ridotta quali cocci di vetro, frammenti metallici, ecc. che interferirebbero con il processo di formazione della carta.
- I materiali di scarto vengono raccolti e trattati successivamente come rifiuti.
- Ciò che supera questo passaggio viene processato in diversi step attraverso un cesto con fessure sempre più ridotte che permettono una più accurata vagliatura dell’impasto.
- I materiali di scarto vengono raccolti e trattati successivamente come rifiuti.
- Questi step permettono di separare anche eventuali adesivi e colle non solubili per evitare che terminino nella carta in coda al processo di formazione del nuovo foglio. Questi materiali vengono gestiti come le altre tipologie di rifiuti.
- A questo punto in alcuni casi si utilizza un raffinatore il quale, con lamelle che distano indicativamente 0.1 mm tra loro, allarga le fibre permettendo una riduzione della porosità e dell’elasticità della carta che verrà prodotta con quel materiale ed incrementandone di conseguenza le proprietà meccaniche.
- La sospensione di fibre viene trasferita nella tina di miscelazione, dove viene additivata con specifiche sostanze quali:
- Candeggiante ottico
- Battericida
- Sostanze di carica (dispersione in acqua di caolino e carbonato di calcio) per opacizzare e lisciare
- Soluzione di amido cationico per fissare le fibre anioniche dell’impasto di carta
- Colla (resinato sodico), è un estratto di pino, permette all’inchiostro di fissarsi sulla carta
- Poliacrilammidi cationiche, come coagulanti
- L'impasto viene infine convogliato all’interno di un percorso dove decanta e si amalgama; questo processo permette l’omogeneizzazione e l’assorbimento di acqua da parte delle fibre.
FASE 3: Formazione foglio e drenaggio
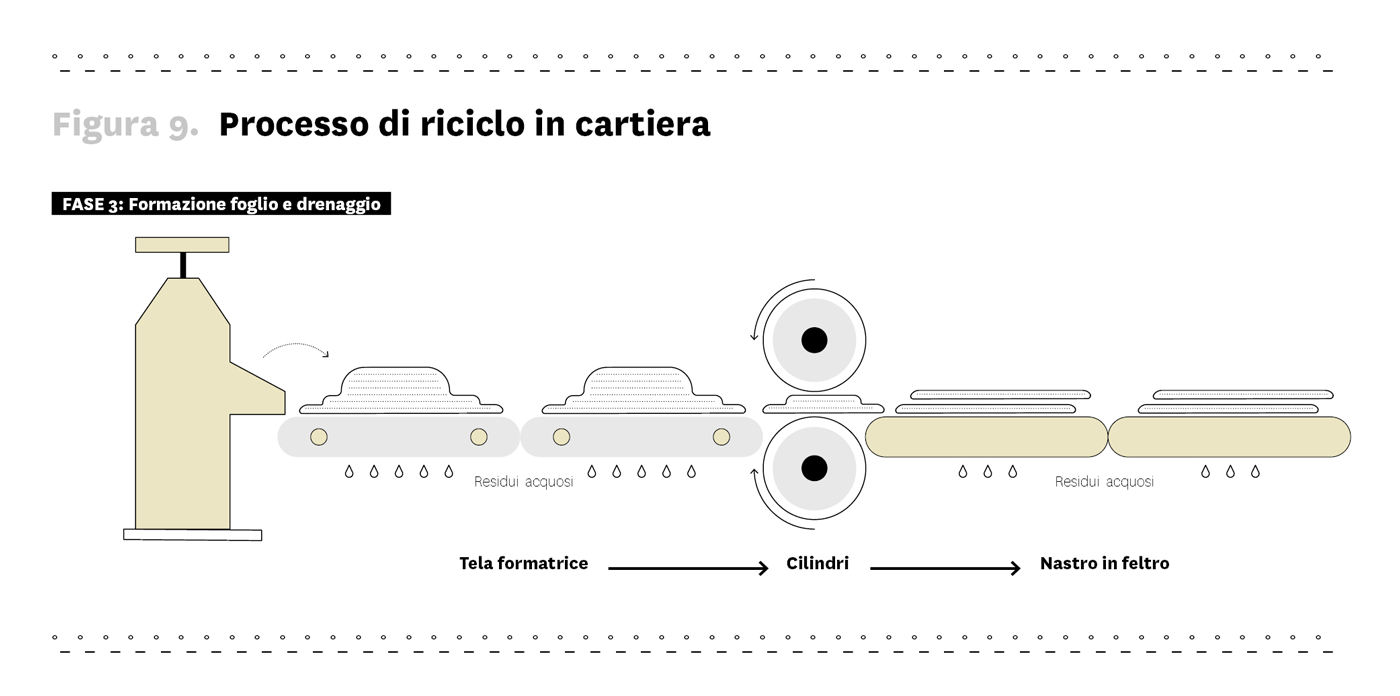
- Arrivato al termine del percorso di amalgamazione, inizia il vero processo di formazione del foglio di carta: una sospensione acquosa (99%) di materiale fibroso viene depositato sulla tavola piana (detta anche tela formatrice) all’interno della cassa di afflusso. In questo macchinario la sospensione viene distribuita con la massima uniformità e regolarità sulla tela formatrice, cercando di evitare ogni forma di imperfezione dovuta a schiume o formazione di vortici.
- La tavola piana, la quale viaggia a velocità che in alcuni casi possono raggiungere i 100 km/h, permette all’impasto di drenare, perdendo quindi in maniera progressiva buona parte dell’acqua contenuta al suo interno e favorendo l’unione delle fibre di cellulosa, in quanto nel momento di formazione il foglio non ha ancora la consistenza finale né proprietà meccaniche.
- Per rimuovere una ulteriore frazione di acqua, il foglio viene costretto a passare attraverso coppie di cilindri controrotanti che lo pressano, attraverso casse aspiranti e attraverso delle presse ad umido.
- Il foglio di carta lascia la tela formatrice per passare su un nastro di feltro, il quale assorbe un’ulteriore quantità di acqua, permettendo al foglio di raggiungere un residuo secco pari al 45% circa.
FASE 4: Asciugatura, trattamenti superficiali e bobinatura
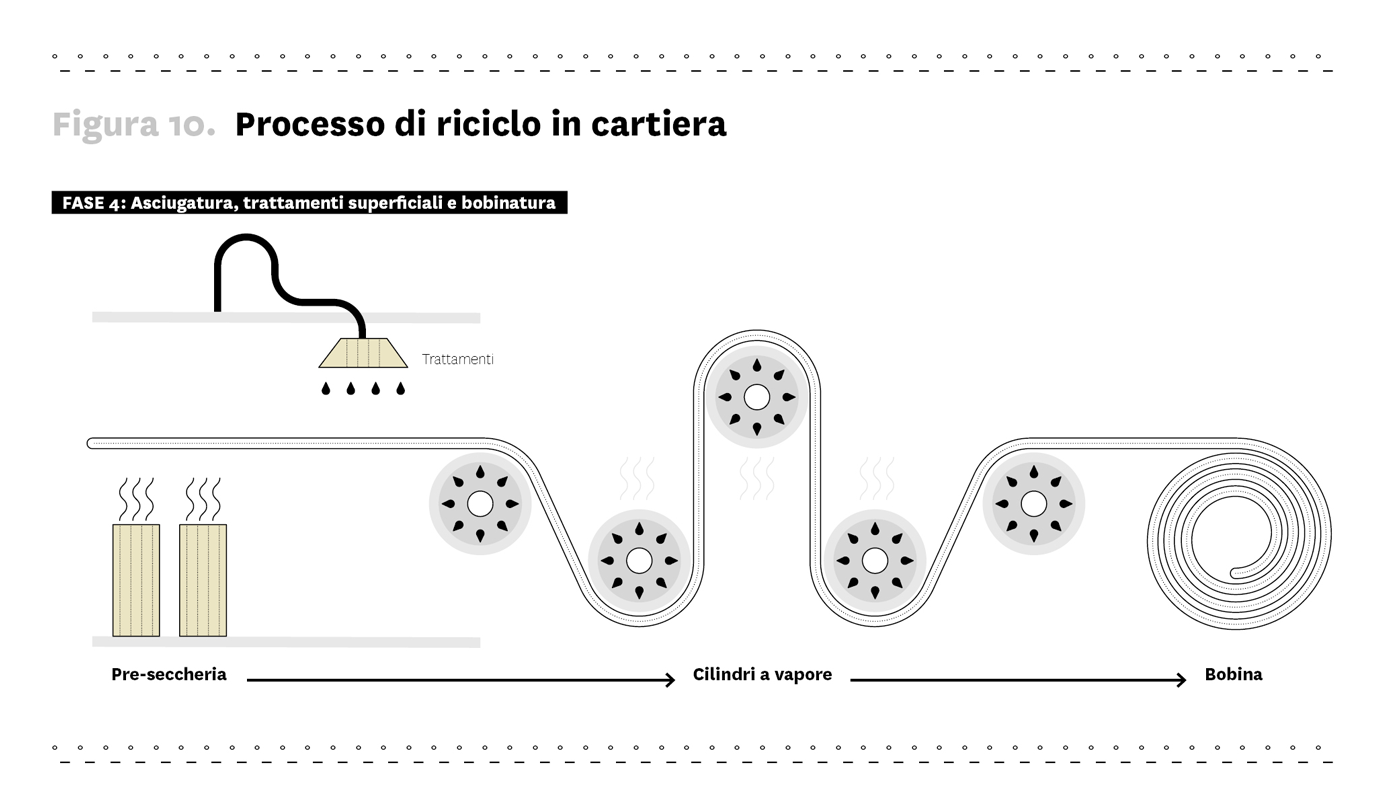
- Il materiale viene quindi processato all’interno della pre-seccheria, dove il contenuto di umidità viene ridotto.
- Questo permette in una fase successiva al foglio di essere trattato con una soluzione acquosa di amido (fecola di patata, mais, ecc.), candeggianti ottici e agente di collatura superficiale.
- Per eliminare l’ultima frazione di umidità — accumulata durante l’ultimo trattamento — e lasciare un residuo del 5-6% circa (situazione di equilibrio del prodotto finito) il foglio di carta viene fatto passare attraverso la seccheria, la quale si costituisce di una serie di cilindri all’interno dei quali viene fatto passare vapore ad alta pressione a temperature superiori ai 100°C.
- Al fine di incrementare l’accuratezza superficiale e la relativa finitura, il foglio può essere calandrato: attraverso un’azione meccanica dovuta a cilindri, la superficie della carta viene lisciata e se ne aumenta quindi il grado di lucidità.
- Ai fini di incrementare la stampabilità il foglio può essere patinato, attraverso la spalmatura sulla superficie del foglio di sostanze quali il carbonato di calcio, il caolino e il gesso, tenute insieme da un legante, si ottiene una superficie uniforme, compatta e in grado di assorbire l’inchiostro con la massima omogeneità.
- Ultimo step è l’arrotolamento della carta in un rotolo e l’eventuale ribobinatura per frazionare il rotolo in altri di dimensioni ridotte.
Note su scarti di pulper e sulle acque di depurazione
Lo scarto di pulper rappresenta uno dei principali rifiuti generati dal settore del riciclo della carta. Lo scarto di pulper risulta inevitabile e si compone di materiali non cartacei o non spappolabili presenti nel macero che non possono essere riciclati in cartiera. Sono separati dall’impasto fibroso per mezzo di una o più delle seguenti azioni:
- Forza di gravità;
- Forza centrifuga;
- Uso di griglie.
Relativamente alle destinazioni, nonostante si stiano sperimentando nuove soluzioni, lo scarto di pulper viene smaltito in discarica oppure mediante recupero energetico in appositi impianti di termovalorizzazione.
Sebbene lo scarto rappresenti comunque una frazione minoritaria rispetto all’intero materiale immesso nel pulper, gli effetti che ne conseguono possono essere considerevoli: ad esempio, se nel pulper la frazione non cellulosica trattiene a sé le fibre non facendole distaccare, allora si può arrivare a dover scartare tutto l’impasto.
Come già evidenziato, il processo di riciclo è basato sull’acqua. Nonostante l’avanzamento tecnologico abbia portato a significativi risparmi relativi al consumo di questa materia prima, con un tasso di riciclo delle acque di processo che può superare il 90%, ci sono ancora degli step nel processo di riciclo che richiedono importanti quantità di acqua per unità di carta da produrre. Conseguentemente, è di primaria importanza la gestione della loro depurazione prima di poterla riutilizzare o avviarla a scarico in acqua superficiale.
L’acqua post-processo viene convogliata in una vasca dove la frazione di fibra viene recuperata mediante un processo di semi-flottazione: dei gorgogliatori di aria all’interno della vasca permettono alle fibre più leggere di essere trasportate in cima, dove uno strumento le raccoglie. Similmente succede sul fondo, recuperando le fibre più pesanti.
Successivamente l’acqua subisce una sequenza di step di depurazione aerobica, eventualmente seguita da una fase anaerobica, e sedimentazione, al termine del quale l’acqua può essere scaricata o rimandata all’interno del ciclo di produzione della carta in funzione delle necessità della cartiera. I fanghi da depurazione costituiranno quindi una tipica tipologia di scarto, anche se in alcuni casi possono trovare nuovamente impiego nel processo cartario.
Mentre lo scarto di pulper trova come destinazione prevalente il recupero energetico, in alternativa alla discarica, i fanghi delle cartiere possono essere utilizzati per ripristini ambientali o impiegati in altri settori quali quello del cemento e dei laterizi. In alcuni casi è inoltre possibile un fenomeno di downgrading delle fibre in essi contenute, per cui i fanghi prodotti da determinate cartiere possono essere utilizzati da altre cartiere.
Indicazioni progettuali per la facilitazione delle attività di riciclo degli imballaggi a prevalenza cellulosica
Principi generali per la progettazione destinata alla facilitazione delle attività di riciclo
Quando si parla di prodotti in carta e cartone e più nello specifico di packaging a prevalenza cellulosica, bisogna anzitutto considerare che, nonostante questo materiale possa avere fino a 7 “vite”, divenendo ogni volta parte di un nuovo prodotto nell’ambito di un processo chiuso (da cartiera a cartiera), attualmente la media europea di “vite” della fibra si assesta a 3,6 — considerando il panorama mondiale questo valore scende a 2,4. Risulta pertanto rilevante cercare di valorizzare il materiale utilizzato prolungando il più possibile la permanenza delle fibre cellulosiche all’interno della filiera prima di procedere al loro definitivo smaltimento.
Nei prossimi paragrafi saranno delineate delle linee guida progettuali che facilitino l’attività di recupero di fibre cellulosiche dell’imballaggio a fine vita, al fine di incentivare una maggiore circolarità del settore. Infatti, sono diversi i fattori che influiscono sulla riciclabilità dei packaging a prevalenza cellulosica, a partire da una corretta raccolta differenziata da parte del consumatore, fino ai processi di selezione e riciclo, con possibili limitazioni tecnologico-tecniche.
In senso lato, ad esempio, risulta pressoché sempre valido, ove possibile, favorire l’impiego di materiale riciclato, che diventa uno sbocco quindi per il macero ottenuto dai processi di raccolta e contribuisce ad aumentare pur alta circolarità del comparto. La degradazione a cui è sottoposta la fibra nel corso dei suoi utilizzi impedisce comunque una totale chiusura del ciclo, richiedendo quindi l’apporto nel circuito cartario di fibre vergine. Sebbene la “caducità” della fibra possa apparentemente sembrare un limite alla sua circolarità, c’è da evidenziare che in realtà una volta terminata la sua funzione la fibra rimane una biomassa in grado di rientrare nel più ampio e complesso ciclo naturale del carbonio.
Si vuole in questo contesto ribadire come resti comunque imprescindibile e primaria l’attenta valutazione della tipologia di contenuto dell’imballaggio, nonché le sue caratteristiche, al fine di poter garantire le massime prestazioni in termini di funzioni del packaging. Oltretutto, aspetti come la sicurezza del consumatore e l’adempimento delle normative in materia risultano equivalentemente primari.
Occorre infine evidenziare come le seguenti linee guida siano da considerarsi localizzate in termini spazio-temporali e tecnologici al panorama italiano attuale. Conseguentemente, avanzamenti tecnologici — in termini di processi di riciclo —, innovazioni radicali — in termini di prodotti — o normative più stringenti che influenzeranno la filiera del riciclo degli imballaggi a prevalenza cellulosica saranno motivo di revisione e aggiornamento del documento.
Gli attori della filiera del riciclo in Italia
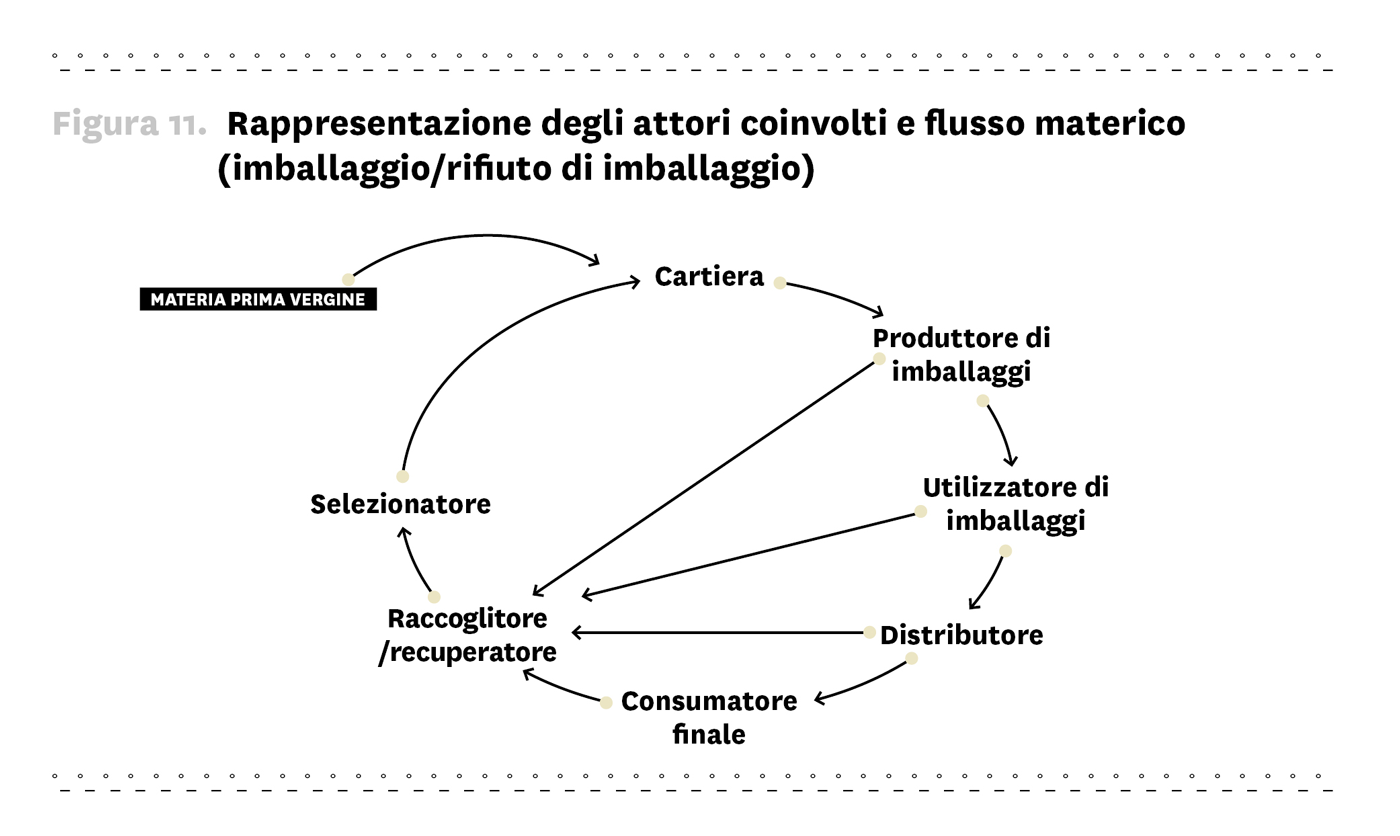
Quando si parla di imballaggi non è possibile prescindere da una descrizione dei vari attori che interagiscono con essi durante il loro ciclo di vita. Come è possibile vedere dalla Figura 4, essi sono molteplici e generano un flusso materico — in termini di prodotti e rifiuti — che mette sicuramente in risalto la circolarità del mondo della carta. È altresì sostanziale evidenziare come, essendo una catena di relazioni commerciali, ogni attore risponda ad eventuali richieste avanzate da altri attori. A titolo puramente esemplificativo può essere citata la richiesta dei produttori di imballaggi nei confronti delle cartiere relativamente a specifiche caratteristiche qualitative della materia prima.
Di seguito si procederà pertanto alla descrizione degli attori, cercando di esplicitare le istanze che influenzano la fase di progettazione del packaging a prevalenza cellulosica.
PRODUTTORE DI MATERIA PRIMA
Nel contesto da noi analizzato il produttore di materia prima è l’impresa attiva nella produzione di carta destinata ai produttori di packaging. Nel mondo cartario il produttore di materia prima è la cartiera.
In funzione dell’output che intendono ottenere, nella produzione di materia prima le cartiere utilizzano sia frazioni di materiale vergine sia di macero. Le cartiere sono anche però le aziende cui spetta l’ultima fase del ciclo di vita degli imballaggi in carta, vale a dire il processo di riciclo (per una trattazione dettagliata fare riferimento al terzo capitolo, nella sezione Processo di riciclo in cartiera). La progettazione dei packaging ha fortemente impatto sulla processabilità reale del materiale a fine vita e sulle sue rese di riciclo, in particolare per quanto riguarda la presenza di materiali e accessori non cellulosici nel packaging e la configurazione degli strati nei materiali compositi.
Tali fattori critici sono legati al fatto che ciò che carta non è, carta non diventa, e anzi determina la formazione di scarti di processo (cosiddetti scarti pulper) onerosi da movimentare e gestire.
PRODUTTORE DI IMBALLAGGI
Ottenuta la materia prima, generalmente essa viene trasformata dai produttori in un semilavorato dapprima e in imballaggio poi. I produttori di imballaggio sono i fornitori di materiali di imballaggio, i fabbricanti, i trasformatori e gli importatori di imballaggi vuoti e di materiali di imballaggio.
Alcune aziende acquistano materie prime (o semilavorati) per produrre imballaggi destinati a contenere le merci da esse stesse prodotte, si tratta dei cosiddetti “autoproduttori”.
I produttori di imballaggi, nell’approvvigionarsi di materie prime sono interessati principalmente alla qualità della materia prima utilizzata e ai limiti tecnologici di macchinabilità dei semilavorati.
UTILIZZATORE DI MATERIA PRIMA
L’utilizzatore di imballaggi è l’azienda che acquista imballaggi per riempirli dei beni da essa stessa prodotti.
L’utilizzatore è pertanto l’attore che più di altri interviene nel definire le specifiche tecniche e grafiche dell’imballaggio destinato a diventare lo strumento con cui veicolerà i propri beni (la sua produzione) sul mercato.
L’utilizzatore ha sicuramente un livello di attenzione e di richiesta differente a seconda che l’imballaggio cellulosico sia destinato ad essere un imballo terziario, secondario o primario del prodotto da veicolare al mercato.
Per gli imballaggi terziari l’attenzione sarà principalmente rivolta alle proprietà meccaniche di capacità di assorbimento degli urti e rigidezza. Per gli imballaggi secondari, alle prestazioni di cui sopra, si aggiungono sicuramente gli aspetti legati alle proprietà tecnologiche. Infine, per gli imballaggi primari il focus massimo sarà legato alle prestazioni chimico-fisiche che devono essere coerenti con il contenuto a cui l’imballaggio è destinato, alle sue necessità di protezione, fruizione e, inoltre, prestarsi ad una “resa estetica” adeguata al brand.
DISTRIBUTORE
La catena della distribuzione comprende la logistica, i commercianti e la Grande Distribuzione Organizzata (GDO), quindi l’insieme di attività che riguardano lo stoccaggio, il trasporto e la distribuzione del prodotto imballato ai punti vendita.
Se pur in maniera ancora contenuta in Italia, il mercato dell’e-commerce è in crescita e differisce dal sistema retail per il fatto che smaterializza il punto vendita, rendendolo un portale fruibile tramite accesso ad internet.
Ai distributori interessano diverse caratteristiche di performance del packaging che rendano efficienti le loro operazioni, tra cui:
- Garanzia di protezione dei prodotti
- Elevata shelf-life sia del packaging sia del contenuto per gestire tempistiche di stoccaggio e trasporto
- Ottimizzazione del numero di unità contenute
- Ottimizzazione dell’ingombro per il trasporto.
CONSUMATORE FINALE
Il consumatore finale è colui il quale, al di fuori dall’esercizio di un’attività professionale, acquista o importa per proprio uso imballaggi, articoli o merci imballate.
Il consumatore seleziona i prodotti che preferisce in fase di acquisto e usufruisce del bene acquistato disfacendosi del packaging che diventa quindi un rifiuto da conferire nella filiera di riciclo corretta.
Affinché l’imballaggio possa svolgere correttamente tutte le sue funzioni al momento della fruizione del prodotto da parte del consumatore, è fondamentale che esso garantisca chiare comunicazioni, trasporto efficiente, e una corretta protezione e conservazione dei prodotti.
RACCOGLITORE/RECUPERATORE
Ci si riferisce a tutte le attività operanti nella fase di raccolta dei rifiuti, urbani e da circuito commerciale e industriale.
Sul fronte della raccolta urbana si tratta tipicamente di enti locali e/o (ex) municipalizzate, mentre sul fronte commerciale e industriale oltre ad alcune municipalizzate che si sono integrate nella filiera, vi sono poi attori privati che operano su scala anche nazionale. L’interesse di tutti questi attori è legato alla quantità e nella qualità della raccolta differenziata che loro organizzano, al fine di massimizzarne i proventi legati ai corrispettivi ANCI-CONAI ovvero al valore di mercato di quei rifiuti.
Essendo poi attività principalmente legate alla movimentazione fisica di rifiuti mediante un apposito sistema organizzativo-strutturale, le principali istanze portate da questo attore risultano:
- Il ridotto ingombro del rifiuto di packaging
- La facilità di compattazione
SELEZIONATORE
Nei Centri di Selezione (CdS) i rifiuti di imballaggio da raccolta differenziata urbana vengono suddivisi e selezionati per materiale. A valle della lavorazione si ottengono diverse tipologie di rifiuti selezionati — conformi rispetto ai codici di macero definiti nella normativa EN 643.
I CdS ricevono anche gli imballaggi usati dall’industria, dal piccolo commercio e dalla GDO. Essendo questo materiale più omogeneo nella composizione e meno soggetto a impurità, non viene sottoposto a processo di selezione completo (per approfondimenti, fare riferimento al terzo capitolo, nella sezione Selezione).
Nel processo di selezione forte impatto hanno i limiti tecnologici del processo di separazione e la presenza nel packaging di materiali e accessori non cellulosici.
SICUREZZA E DURABILITÀ DEI PRODOTTI
I requisiti di sicurezza e di durabilità dei prodotti sono prioritari. Una volta accertato il soddisfacimento di questi, diverse altre considerazioni si fanno strada, tra le quali quelle legate all’ambiente e alla riciclabilità del packaging.
Nel caso in cui questi non siano perseguibili — a causa di una necessaria complessità dell’imballaggio, dovuta alle performance che deve assicurare, o del tipo di contenuto — risulterà importante evitare che non vengano influenzati negativamente i processi di selezione e riciclo esistenti nei quali terminerà l’imballaggio.
Queste valutazioni sono da effettuarsi in maniera sartoriale per ogni singolo caso, dal momento in cui imballaggi appartenenti a tipologie diverse (si veda il capitolo 2 Imballaggi a prevalenza cellulosica) — ma anche imballaggi all’interno della stessa tipologia, si pensi a titolo esemplificativo alle vaschette e ai vassoi per prodotti alimentari — possono vedere l’utilizzo di compositi, grammature del cartoncino e stampabilità fortemente variabili, a seconda del contenuto e delle performance che devono assicurare.
Conseguentemente, il progettista e l’azienda trasformatrice o utilizzatrice dovrebbero approfondire gli effetti sul processo di riciclo della soluzione che stanno scegliendo o progettando in modo da verificarne l’impatto sull’intera filiera. Inoltre, queste stime dovranno essere condotte in maniera ancor più accurata in proporzione al volume che il packaging occuperà una volta sul mercato, in quanto maggiori quote di mercato implicano maggiori frazioni di rifiuto da dover gestire.
L’imballaggio deve anzitutto garantire che il contenuto non alteri le proprie qualità nel tempo e/o l’estensione della shelf-life del prodotto.
I requisiti di durabilità hanno subito profondi mutamenti negli ultimi decenni in seguito a cambiamenti sociali, economici, di mercato e demografici. La riduzione della numerosità dei nuclei familiari, la demografia, la globalizzazione e il cambiamento delle abitudini di consumo hanno generato profondi mutamenti sul design e sulle performance richiesti agli imballaggi, in primis nell’ottica di ridurre la quantità di prodotti alimentari sprecati. Le aziende si sono mosse, ad esempio, verso imballaggi che garantiscono una maggiore shelf-life e un porzionamento ridotto delle quantità di prodotto immesse sul mercato. Questa soluzione è riportata essere una delle azioni con effetti positivi nella lotta allo spreco di cibo.
FACILITAZIONE DELLE ATTIVITÀ DI RICICLO: LEVA DI PREVENZIONE CONAI
La leva di prevenzione CONAI sulla quale fanno forza queste linee guida è quella della facilitazione delle attività di riciclo, definita come “Semplificazione delle fasi di recupero e riciclo del packaging, come la separabilità dei diversi componenti”. Dovendo rispettare sempre più elevati tassi di riciclo dei materiali — secondo la Direttiva europea 2018/852 i tassi di riciclo di carta e cartone dovranno essere maggiori o uguali al 75 % e all’85 % entro fine 2025 e fine 2030 rispettivamente —, risulta di primaria importanza affrontare anticipatamente e riuscire ad evitare l’incorrere di problematiche in fase di riciclo così da assicurare la riduzione degli scarti e quindi la salvaguardia di una consistente frazione di fibra che può rientrare in nuovi cicli produttivi.
I progettisti sono quindi chiamati a valutare e ponderare i diversi fattori in gioco al fine di soddisfare i requisiti imposti dalle normative, dai clienti, dai consumatori, dal mercato, nonché dai prodotti stessi ai quali il packaging è destinato. Avendo consapevolezza di ciò che permette di semplificare il processo di riciclo dei prodotti a prevalenza cellulosica, i progettisti potranno intervenire a favore di una maggiore circolarità dell’economia, garantendo benefici sociali, ambientali ed economici.
COME UTILIZZARE LE INDICAZIONI PROGETTUALI
Ciò che segue rappresenta il punto di partenza che si vuole proporre ad aziende e professionisti operanti nel settore dello sviluppo del packaging a prevalenza cellulosica. Gli argomenti che saranno trattati riguardano le criticità che possono incorrere nei processi di selezione e riciclo dei prodotti raccolti mediante la raccolta differenziata cittadina o che provengono dalla rete industriale in qualità di sottoprodotti o prodotti di scarto. Non essendo possibile trattare ogni prodotto singolarmente, così come definire una lista che possa risultare completa per ogni tipologia di prodotto, ciò che segue è frutto di una selezione di possibili fattori da considerare e che riguardano ampi gruppi di prodotti che coprono la maggioranza delle casistiche.
Più specificatamente, saranno oggetto di analisi le tematiche riguardanti materiali compositi, adesivi, residui e svuotamento, elementi di accessibilità e inchiostri.
Ove ritenuto necessario sono stati inseriti casi studio relativi a prodotti esistenti che si inseriscono appieno all’interno della tematica trattata. Questi sono frutto di specifiche interviste condotte ad aziende operanti in diversi settori che utilizzano imballaggi a prevalenza cellulosica per contenere, proteggere, trasportare e presentare all’utilizzatore o al consumatore i propri prodotti.
Linee guida in ambito europeo/mondiale
Le linee guida presentate in questo documento sono state redatte per la filiera del riciclo in Italia. È tuttavia indubbio che ipotizzare la limitazione d’azione delle realtà aziendali e professionali — alle quali vuole parlare questo elaborato — al solo territorio nazionale non sia realistico.
Come anticipato nel Capitolo 1 (Introduzione), esistono già delle linee guida pubblicate da altri soggetti operanti in nazioni diverse dall’Italia che sono state anche considerate nella definizione delle linee guida progettuali che seguono. Questo approfondimento mira poi a riportare e schematizzare il contenuto di tali documenti per poter apprezzare eventuali differenze presenti nel panorama.
Più nel dettaglio, in relazione al territorio europeo verranno trattate le linee guida e le indicazioni progettuali pubblicate in Belgio, Olanda, Regno Unito e Spagna, mentre relativamente a quello mondiale si parlerà di Sudafrica e Stati Uniti.
Di seguito la tabella (Tabella 2) riporta le macrocategorie di interesse:
-
Componenti di natura plastica (Materiali plastici)
-
Compositi e multistrato (Laminati)
-
Altre tipologie di rivestimento (Rivestimenti)
-
Carte siliconate o con altre sostanze (Carte speciali)
-
Relazione con residui dovuti a non completo svuotamento o a contaminazioni (Contaminazioni e Contenuti residui)
-
Inchiostri e/o vernici (Inchiostri/Vernici)
-
Sistemi di fissaggio tra cui adesivi e nastri (Adesivi)
-
Utilizzo di fibre da altre fonti non tradizionali come bambù, canapa e bagassa (Fibre da altre fonti)
Maggiori dettagli relativi al contenuto di questi documenti sono riportati all’interno di box di approfondimento per ogni paragrafo successivo. Le indicazioni presenti nei box sono frutto di una traduzione e/o parafrasi di quanto riportato dalle rispettive organizzazioni straniere.
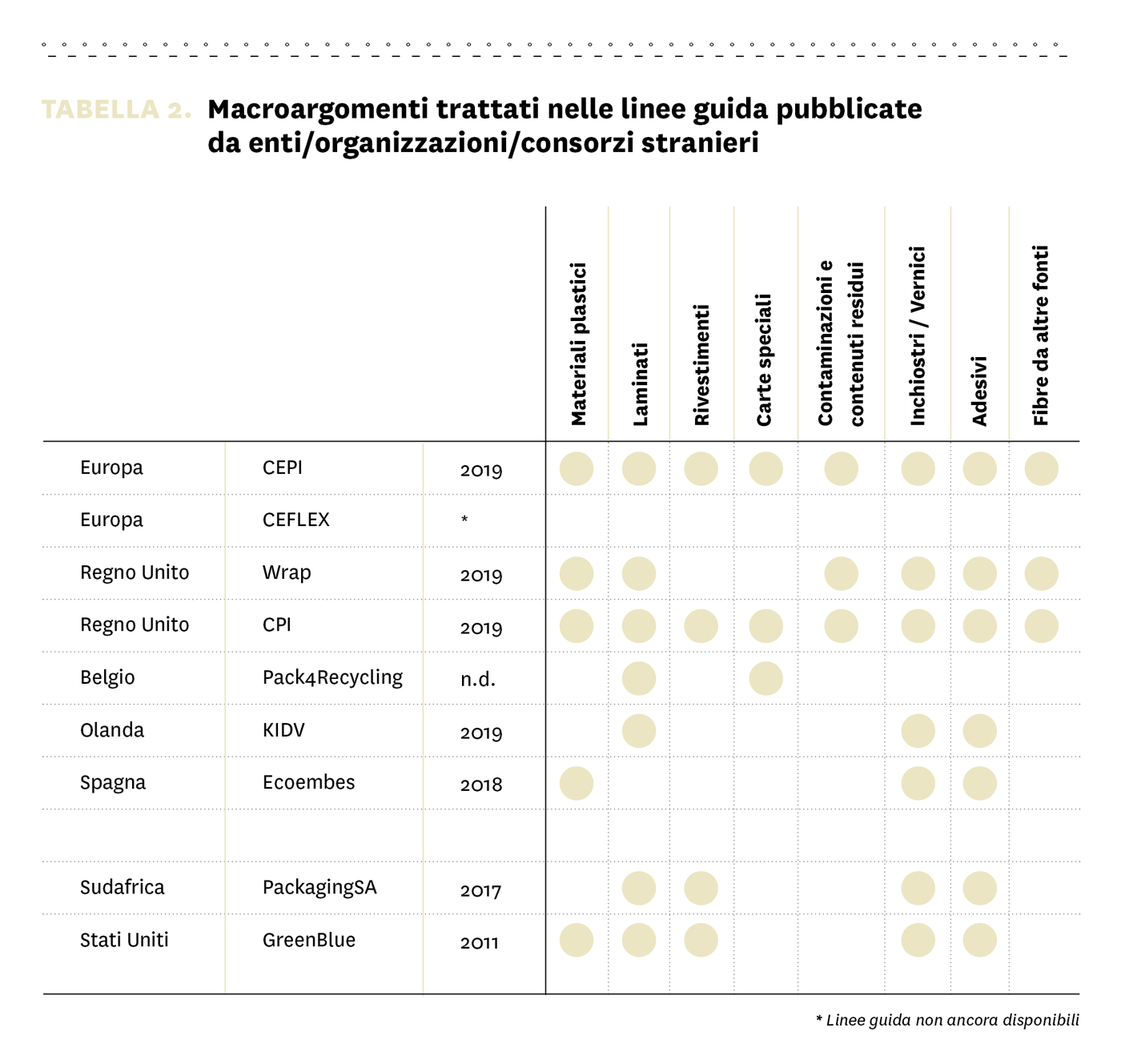
-
Macroargomenti trattati nelle linee guida pubblicate da enti/organizzazioni/consorzi stranieri.
Componenti plastici
La plastica è il principale materiale utilizzato in fase di accoppiamento di imballaggi cellulosici e di loro lavorazione, pertanto è anche il materiale più frequentemente presente come scarto di una cartiera. In questa sezione si tratterà di tutte le componenti dell’imballaggio a prevalenza cellulosica realizzate in materiale plastico, lasciando la discussione relativa a compositi e laminati ad un’altra sezione di questo documento (si veda 4c - Compositi, laminati, rivestimenti e carte speciali). Altre componenti a prevalenza non cellulosica si possono trovare in 4f - Sistemi di fissaggio ed adesivi.
Le parti in materiale plastico sono principalmente adottate per fornire la possibilità all’utente di vedere il contenuto interno al packaging (dal momento in cui carta, cartoncino e cartone risultano opachi o al più traslucidi - principalmente in relazione allo spessore), ma anche per assicurare prestazioni aggiuntive all’imballaggio. In base alle necessità del contenuto possono essere usati diversi tipi di plastiche nel packaging a prevalenza cellulosica.
Le caratteristiche del processo di selezione da una parte e di produzione di carta a partire da macero dall’altro riconoscono questi materiali come non desiderati e quindi come scarto a prescindere dal tipo di plastica utilizzata. Conseguentemente, l’uso di polimeri biodegradabili, compostabili, o di derivazione petrolchimica risulta irrilevante in quanto sono tutti generalmente destinati a recupero energetico. Infatti, ad oggi questi scarti sono generalmente avviati al recupero energetico e solamente in alcuni contesti industriali virtuosi sfruttati come materia prima seconda per la produzione di sottoprodotti come ad esempio pallet.
Un altro vincolo, dettato dal processo interno alla cartiera, riguarda il comportamento del materiale plastico: le plastiche impiegate non si dovrebbero frammentare in parti di dimensioni inferiori a 0,10-0,15 mm, in quanto eluderebbero i sistemi di filtrazione.
In fase di progettazione, sarà rilevante valutare per queste parti diverse caratteristiche, tra le quali:
- Frazione in peso del prodotto finito
- Adesione al resto dell’imballaggio
- Informazioni per l’utente in relazione alle componenti da separare
- Dimensione
Relativamente alla frazione in peso che le componenti polimeriche occupano nel packaging, è bene considerare che — a parità di peso — maggiore è il contenuto di cellulosa, minori saranno gli scarti in fase di riciclo in cartiera. Pertanto, a parità di prestazioni è preferibile che la frazione di materiale plastico venga ridotta il più possibile, facendo quindi tendere il contenuto cellulosico alla quasi totalità. Infatti, il Sistema di valutazione 501:2019 stabilisce che il massimo scarto grossolano accettabile sia pari al 40 % in peso del campione testato (includendo nello scarto non solo la componente plastica o di altri materiali non cellulosici ma anche le fibre che dovessero eventualmente rimanere adese). L’impegno nella progettazione di un packaging che impieghi frazioni residue di materiali a prevalenza non cellulosica risulta direttamente proporzionale all’impatto — in termini di volumi — che il packaging avrà all’interno del mercato.
Affinché il packaging svolga correttamente le sue funzioni, è essenziale che le varie componenti dovranno essere vincolate le une con le altre fino alla fruizione del prodotto da parte dell’utente; solitamente il legame tra le componenti avviene mediante l’applicazione di adesivi. A parità di prestazioni dell’imballaggio finito, sarebbe preferibile che l’agente incollante permetta una facile separazione manuale da parte dell’utente al momento della fruizione del prodotto o al momento del conferimento in raccolta differenziata. Quando ciò non è possibile, sarebbe comunque preferibile che i materiali diversi dalla carta possano staccarsi dalle fibre durante il processo all’interno del pulper, rendendo così disponibili le fibre per il processo di riciclo.
Ad esempio, una buona pratica potrebbe prevedere che l’adesivo non trattenga a sé parte delle fibre delle altre componenti a prevalenza cellulosica, al fine di minimizzare la perdita di materiale che entra nella filiera del riciclo o che altrimenti potrebbe partecipare alla contaminazione di altre filiere di riciclo dei materiali.
Come anticipato, talvolta le componenti sono pensate per essere separate dal consumatore (soluzioni pelabili) al momento del consumo del prodotto o del conferimento dell’imballaggio: una pratica che risulta sicuramente più efficace ai fini delle attività di riciclo, in quanto si riduce la quantità di materiale estraneo in entrata nel processo di riciclo in cartiera. Una corretta progettazione in termini di forma, posizionamento delle componenti, dimensione, interazione richiesta all’utente contribuisce ad aiutare l’automatizzazione della separazione delle componenti a monte della filiera di riciclo. Per tale motivo, è importante comunicare all’utente di procedere in tal senso, magari mediante elementi infografici per rendere il messaggio più efficace.
Se è previsto che l’utente separi la componente plastica per destinarla alla relativa raccolta differenziata degli imballaggi in plastici, allora è bene che questa segua le indicazioni progettuali per tale filiera.
A livello europeo e mondiale è possibile trovare le seguenti indicazioni:
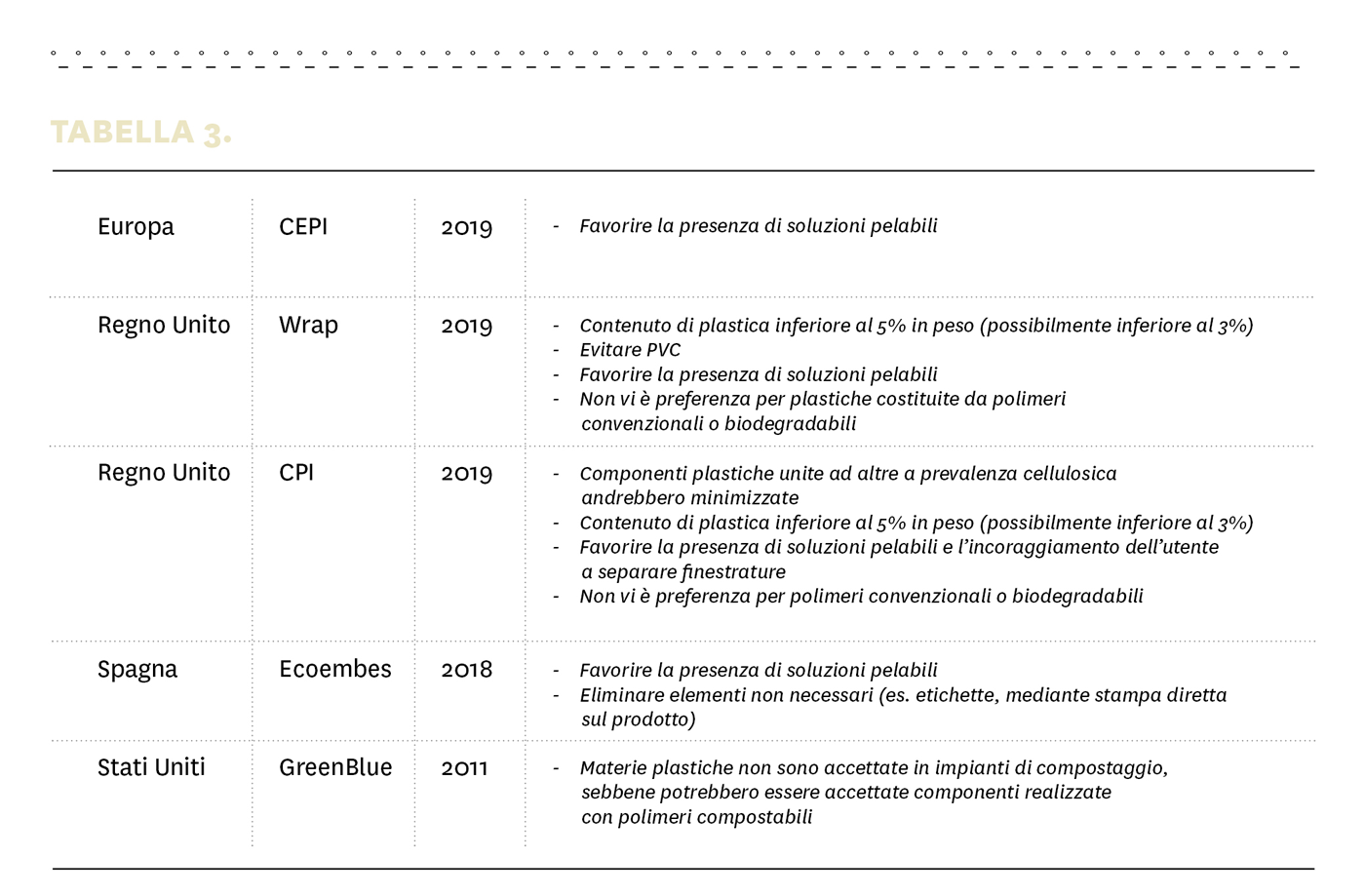
IN SINTESI, A PARITÀ DI PRESTAZIONI È PREFERIBILE:
-
Adottare soluzioni monomateriali di cellulosa
-
Minimizzare le componenti di materiali differenti (a partire dalla plastica)
-
Laddove necessario utilizzare componenti o strati in plastica, considerare che tali componenti andranno a costituire scarti da gestire poi a loro volta a recupero energetico o smaltimento, pertanto sarebbe preferibile, ad esempio, evitare il PVC, che presenta problematiche a recupero energetico; garantito ciò, non vi è preferenza per particolari materiali o tipologie di polimeri plastici (es. di origine petrolchimica, biodegradabili, compostabili, ecc.)
-
Favorire l’omogeneizzazione di polimeri plastici per poter riuscire a valorizzare lo scarto
-
Laddove sia necessaria l’adozione di componenti aggiuntive in materiali differenti, renderle pelabili/separabili manualmente dall’utente al momento dell’utilizzo o del conferimento, fornendo indicazioni chiare
-
Se sono strettamente necessarie componenti plastiche aggiuntive che restino adese al corpo principale, fare in modo che avvenga la separazione della fibra di carta dalle componenti in plastica nel pulper.
Caso studio #1 - Finestratura astuccio pasta
Essendo la carta un materiale per sua natura opaco, se non riducendo lo spessore del materiale o aggiungendo sostanze additivanti in fase di produzione, può capitare che specifiche situazioni applicative rendano utile o perfino necessario che il contenuto del packaging sia reso visibile dall’esterno. Uno dei settori in cui vi è una richiesta da parte del consumatore di visibilità del contenuto è quello alimentare, di cui gli astucci/sacchetti/scatole per la pasta costituiscono un esempio applicativo. Infatti, è comune trovare prodotti realizzati in cartoncino teso che presentano una finestratura in materiale plastico trasparente. Generalmente, queste componenti costituiscono meno dell’1 % del peso dell’imballaggio, ovvero una frazione irrisoria del peso globale del packaging.
Nella maggior parte dei casi, durante l’uso il consumatore non interagisce con la finestratura in plastica spostandola, staccandola oppure aprendola e chiudendola. Consumato il contenuto — la pasta, in questo caso — il dubbio che può sorgere al consumatore riguarda quindi la necessità di separare o meno la finestratura.
L’astuccio conferito nella normale raccolta differenziata della carta, viene inserito nel normale flusso di riciclo, e la finestratura viene riconosciuta come scarto e destinata ad altre forme di recupero. Per questo motivo la adeguata comunicazione alle pratiche di raccolta, insieme alla corretta progettazione che minimizza la quantità di materiale non cartaceo, favoriscono il corretto riciclo dei materiali limitando al massimo eventuali contaminazioni di filiera.
È bene sottolineare come sia necessario progettare il packaging in maniera tale da favorire la facilità di separazione della componente — sia essa pensata nella fase di conferimento da parte del consumatore, sia che avvenga nel pulper — minimizzando il contenuto di fibre che ad essa rimangono attaccate.
Compositi, laminati, rivestimenti e carte speciali
Come già riportato all’interno del capitolo introduttivo — più nel dettaglio all’interno del paragrafo Specificità degli imballaggi in carta e cartone — le proprietà barriera di carta, cartone e cartoncino sono limitate. Determinate applicazioni richiedono che queste siano implementate, per garantire ad esempio migliore impermeabilità, soprattutto quando si parla di articoli da proteggere sensibili all’umidità e all’acqua. In altre applicazioni ancora, invece, possono essere necessarie proprietà di impermeabilità ai gas o resistenza ai lipidi, imponendo l’utilizzo di accoppiamenti con alluminio e/o plastiche per garantire la massima efficienza del packaging.
In gran parte delle applicazioni è inoltre richiesto che l’imballaggio debba essere stampato da almeno un lato, pertanto può essere necessario che uno speciale strato di primer venga steso sul substrato. Più specificatamente, se si tratta di imballaggi per prodotti alimentari, bisogna anche garantire il rispetto di stringenti normative relative alla migrazione di contaminanti quali inchiostri dal supporto al contenuto.
Nei casi in cui quindi si debba agire per il miglioramento di proprietà appartenenti a categorie appena riportate — che non coprono tutte le casistiche per cui questo può essere richiesto — si procede al rivestimento, alla laminazione o all’accoppiamento con materiali di natura diversa da quella a prevalenza cellulosica. Questi possono essere applicati direttamente al substrato cellulosico o mediante uno strato adesivo intermedio.
A livello generale è possibile trovare materiali di diversa natura che competono al prodotto finito, e la scelta di uno o dell’altro è da effettuare in funzione delle proprietà desiderate. Tra i vari materiali con cui viene accoppiato o rivestito un imballaggio cellulosico è possibile annoverare polimeri — principalmente polietilene (PE) — e/o alluminio, così come primer per stampa o per successivo processo di metallizzazione e lacche.
Allo stesso modo, è possibile imbattersi in packaging che prevedono un materiale composito a prevalenza cellulosica rivestito da cera o silicone.
Essendo la maggior parte delle suddette metodologie di accoppiamento e rivestimento atte a impermeabilizzare il substrato cellulosico, e dato che il primo step della fase di riciclo in cartiera prevede l’utilizzo di acqua all’interno di un pulper, è bene che gli imballaggi appartenenti alle categorie citate in questa sezione non siano rivestite/laminate/accoppiate su entrambi i lati. Questo perché l’idrofobicità dei rivestimenti rende estremamente difficile la separazione delle fibre di cellulosa dalla restante parte, facendo terminare tutto il prodotto nella frazione di scarto.
Risulta inoltre buona pratica utilizzare nell’accoppiamento adesivi che facilitino la separazione del substrato cellulosico durante la fase di pulperizzazione, minimizzando le fibre trattenute a sé dall’adesivo.
Nei compositi a prevalenza cellulosica è di essenziale importanza il rapporto tra le quantità di fibra cellulosica e materiale di altra natura. Infatti, procedendo all’accoppiamento di carta, cartoncino e cartone con una serie di strati plastici e/o metallici, è indubbio che la frazione di fibre vada via via riducendosi.
Per essere definito a prevalenza cellulosica, il materiale deve essere costituito da almeno il 51 % in peso di fibre di cellulosa: restare a percentuali di fibra minime per appartenere a questa categoria — ovvero dell’ordine del 50-60 % — significa che dei prodotti realizzati con questi materiali il rendimento del processo di riciclo è minimo. Al fine di massimizzare questo valore, è bene incrementare il contenuto in fibra all’interno di prodotti riducendo il quantitativo di materiali non cellulosici usati come rivestimento.
In ambito europeo e mondiale è possibile trovare le seguenti indicazioni:

IN SINTESI, A PARITÀ DI PRESTAZIONI È PREFERIBILE:
-
Adottare soluzioni monomateriali in carta
-
Ridurre al minimo l’area dell’imballaggio interessata dai trattamenti e, qualora sia possibile, renderla separabile manualmente dal resto del pack, indicando chiaramente al consumatore finale come conferire l'imballaggio
-
Laddove sia necessario l’utilizzo di un imballaggio composito, massimizzare il contenuto di fibra all’interno del materiale scelto per il proprio imballaggio
-
Evitare l’uso di materiali compositi/rivestiti su entrambi i lati
-
Attualmente non esiste una lista di adesivi preferibili; pertanto, per accertarsi della loro bontà, è bene effettuare test di performance in fase di riciclo.
Caso studio #2 - Supporto per etichette autoadesive
All’interno della categoria dei prodotti di packaging possiamo trovare la carta siliconata utilizzata come liner per etichette autoadesive.I liner sono composti da fibre vergini lunghe — provenienti ad esempio da foreste di conifere —, che assicurano eccellenti proprietà meccaniche, e da una ridotta percentuale di silicone (circa il 3 % in peso) che garantisce elevata flessibilità e proprietà antiaderenti.
La carta siliconata risulta comunque utilizzata anche in altri ambiti, quali restauro di tele e porzionamento di alimenti surgelati.
Per l’applicazione cui si fa riferimento in questo caso studio il prodotto di partenza è la bobina, la quale viene caricata all’interno dell’etichettatrice industriale. Scorrendo attraverso rulli, la bobina è sottoposta ad importanti stress meccanici a trazione, mentre le etichette vengono asportate ed applicate al packaging cui sono destinate: flacone, bottiglia, ecc.
Rispetto agli altri materiali, il riciclo della carta siliconata comporta sicuramente maggiori difficoltà nel processo e richiede cartiere specializzate per attuarlo, ma grazie alle sinergie tra diversi attori è possibile dare nuova vita a fibre pregiate. Così facendo, è possibile sottrarre il contenuto cellulosico ai processi di smaltimento che non sarebbero stati in grado di valorizzarne le potenzialità, permettendo l’ingresso del packaging in cicli virtuosi.
Caso studio #3 - Sacchetto biscotti
Nel settore alimentare è necessario massimizzare la shelf-life dei prodotti, ovvero il tempo che la rete distributiva e il consumatore hanno a disposizione per trasferire e godere dei beni prima che questi perdano qualità o diventino non più idonei al consumo.
Per poter massimizzare la shelf-life si può agire sulle proprietà barriera del materiale che costituisce l’imballaggio. Storicamente questo ha comportato per i materiali a prevalenza cellulosica un accoppiamento con materiali plastici, per fornire le prestazioni necessarie per la protezione del prodotto (barriera al vapore acqueo e agli aromi) e la macchinabilità su linee di confezionamento automatiche. Queste pratiche, però, hanno posto seri problemi al riciclo. Infatti, solo recentemente sono stati sviluppati sacchetti dei biscotti idonei al conferimento nella filiera di riciclo di carta e cartone; in precedenza dovevano essere destinati alla frazione “indifferenziata”, “mista”.
Un noto marchio operante anche nel settore dei prodotti da forno è infatti riuscito, attraverso una serie di studi e analisi, a riprogettare la composizione del proprio imballaggio per poterlo rendere riciclabile all’interno della filiera della carta. Più nel dettaglio, in seguito a sviluppi tecnologici, l’azienda è riuscita a trovare sul mercato film di polipropilene (PP) metallizzato caratterizzati da uno spessore ridotto del 25 %, garantendo le stesse prestazioni di protezione del prodotto alimentare contenuto. Questo ha implicato un minor utilizzo di plastica all’interno dell’imballaggio, ma anche un peggioramento delle proprietà meccaniche dell’accoppiato. Queste sono state recuperate mediante una accurata scelta di carta dotata di maggiore grammatura. Il processo di ottimizzazione della composizione ha portato, come asserito dall’azienda produttrice, al mantenimento della precedente shelf-life del contenuto, garantendo inoltre la possibilità di lavorazione con i macchinari già presenti e risultando, mediante test Aticelca MC 501, riciclabile di livello B all’interno della filiera della carta.
Caso studio #4 - Incarto per alimenti
Si riporta un interessante caso studio relativo alla riprogettazione di imballo per prodotti alimentari freschi quali affettati. L’imballaggio di partenza era costituito da un foglio accoppiato carta-HDPE (polietilene ad alta densità) sul quale veniva adagiato il prodotto alimentare e un altro film in HDPE a ricoprire l’alimento, il tutto posizionato internamente ad un sacchetto in carta. Dal momento in cui generalmente le indicazioni dei vari Comuni suggeriscono di conferire la carta da banco nello scarto indifferenziato per via della multimaterialità della soluzione di imballo che lo rende non riciclabile, l’azione di riprogettazione è stata mirata ad implementare la possibilità di riciclo del materiale.
Il packaging finale è costituito da una soluzione monocomponente realizzata in un materiale accoppiato carta-plastica biodegradabile e compostabile, in cui le proporzioni dei due materiali rendono il sistema riciclabile e/o compostabile, assicurando parità di performance dal punto di vista delle proprietà barriera. Il re-design di questo imballaggio ha permesso una sostanziale riduzione del suo peso complessivo (oltre il 60%), oltre al fatto che il contenuto cellulosico sia interamente proveniente da fibre riciclate.
Contaminazioni e contenuti residui
Trattando di prodotti di imballaggio ci si riconduce facilmente al contenuto e alla sua natura, ovvero a ciò che serve proteggere, trasportare e conservare durante l’intera filiera produttiva e della distribuzione.
La mutua interazione tra contenuto e imballaggio può portare, se non correttamente progettata, alla reciproca contaminazione: l’imballaggio potrebbe contaminare il contenuto attraverso, ad esempio, migrazioni di sostanze contenute negli inchiostri o nelle colle, mentre il packaging potrebbe viceversa essere contaminato dal contenuto in caso di sversamenti o permanenza di residui sull’imballo. Invece, in assenza di condizioni particolari, il contenuto difficilmente contamina imballaggi secondari e terziari. Non è la stessa cosa per gli imballaggi primari. Infatti, rimanenze di prodotti alimentari o chimici negli imballaggi primari possono generare difficoltà di riciclo. Ciò determina, di conseguenza, un ridotto interesse da parte delle cartiere di ricevere in ingresso al loro processo produttivo queste tipologie di prodotti contaminati.
Più nel dettaglio, trattando di prodotti contaminati nel settore alimentare, si possono riscontrare problematiche nel momento in cui residui solidi di cibo rimangono ancorati al relativo imballaggio. A titolo esemplificativo (non esaustivo) si riportano: i condimenti della pizza sul cartone, le creme sulle scatole per prodotti di pasticceria, i residui di salumi sui relativi supporti, e i residui di impasto su tutta la categoria di pirottini pensati per muffin, plumcake e panettoni.
Il rischio principale di queste contaminazioni risiede nel fatto che i residui di cibo possono, spappolandosi, riuscire ad eludere i sistemi di filtrazione e separazione dalle fibre, terminando sulla tavola piana e andando a interferire con la formazione del foglio di carta o a incrementare il carico organico che dovrà essere trattato dagli impianti di depurazione. Conseguentemente, queste tipologie di contaminazioni dovrebbero essere evitate.
Al fine di evitare criticità all’interno del flusso di riciclo, una scelta progettuale consiste nel rendere facilmente separabile la componente sporca da quella pulita, accompagnando una chiara comunicazione relativa al corretto conferimento.
Sebbene in Italia le frazioni in peso di materiale contaminato all’interno della filiera risultino molto limitate (riguardano meno del 2,5% della totalità di materiale avviato a riciclo secondo le stime Comieco), contenuti residui non dovrebbero essere presenti o comunque essere minimizzati a prescindere dal tipo di prodotto.
Risulta pertanto utile progettare il packaging in maniera tale da favorire e consentire il completo svuotamento dell’imballaggio dal contenuto. Così facendo si potrebbe evitare la dispersione o l'eventuale dissoluzione all’interno degli impianti di riciclo di sostanze e materiali che comportano un rischio di contaminazione della carta riciclata o un più intenso trattamento meccanico e fisico, biologico o chimico-fisico delle acque reflue.
Relativamente al panorama internazionale, possiamo trovare le seguenti indicazioni:

IN SINTESI, A PARITÀ DI PRESTAZIONI È PREFERIBILE:
-
Limitare le contaminazioni ad aree ridotte del packaging e renderle separabili dal resto del corpo dell’imballaggio
-
Incentivare l’utente al corretto conferimento dell’imballaggio in funzione della tipologia e del quantitativo di contaminazione
-
Se l’imballaggio è destinato al contenimento di alimenti ed è soggetto alla presenza di residui a fine vita, progettarlo affinché possa essere correttamente gestito nella filiera dei rifiuti organici, rendendolo biodegradabile e compostabile.
Inchiostri
La maggior parte dei prodotti di packaging prevede l’uso di inchiostri per motivi informativi e/o di comunicazione. Traspare in ogni caso come l’uso di questi sia atto a svolgere funzionalità comunicative, indipendentemente da quale sia l’attore della filiera a cui esse fanno riferimento: fornitore, GDO, consumatore ecc.
A livello europeo è presente EuPIA, una organizzazione proattiva in materia di salute, sicurezza e ambiente che raggruppa aziende produttrici di inchiostri e fornisce indicazioni sulla sicurezza durante la fabbricazione, l’uso e la manipolazione degli inchiostri da stampa e dei prodotti correlati. Tra le sue pubblicazioni, è possibile annoverare la “Politica di esclusione per inchiostri da stampa e prodotti connessi” nella quale sono specificate le classi di rischio associate a sostanze e miscele da evitare.
In generale una minimizzazione della presenza di inchiostri consente un più facile riciclo e una migliore qualità della carta riciclata che si ottiene. In particolare, per la produzione di carte riciclate di più elevata qualità si rende necessario il processo di disinchiostrazione, il quale in passato prevedeva l’uso di agenti chimici; oggi, grazie agli sviluppi tecnologici, il processo sfrutta prodotti molto meno aggressivi come il vapore acqueo. Conseguentemente, sarebbe preferibile, al fine di semplificare gli step di processo e i dispendi energetici, ridurre allo stretto indispensabile il quantitativo di inchiostro utilizzato e di superficie inchiostrata.
Inoltre, non tutti gli inchiostri sono uguali: sebbene oggigiorno la maggior parte di questi siano a base acqua, non è possibile ignorare come siano ancora talvolta utilizzati inchiostri UV.
Gli inchiostri UV sono prodotti che vedono l’impiego di sorgenti luminose ultraviolette (da cui l’abbreviazione UV) sul gruppo stampa al fine di polimerizzare l’inchiostro sul substrato su cui viene stampato. Questa tipologia di inchiostri non è facilmente rimovibile negli impianti di riciclo; nel caso in cui non si riesca a separarli, si rischia di generare impurità sui nuovi fogli, inficiando la qualità generale del lotto di produzione.
Nel panorama europeo e mondiale è possibile trovare le seguenti indicazioni:

IN SINTESI, A PARITÀ DI PRESTAZIONI È PREFERIBILE:
-
Evitare se possibile l’utilizzo di inchiostri
-
Selezionare inchiostri che non impieghino nella produzione sostanze e miscele che rientrano nelle categorie di rischio riportate nei Gruppi A e B della “Politica di esclusione per inchiostri da stampa e prodotti connessi” di EuPIA
-
Ridurre il quantitativo di inchiostro utilizzato all’interno del packaging
-
Evitare l’uso di inchiostri UV, favorendo l’uso di quelli a base acqua.
Caso studio #6 - Trattamento di finitura lucida
Un aspetto importante per gli imballaggi è quello estetico e, nel caso specifico di questo caso studio, la finitura superficiale. Di per sé la carta è un materiale caratterizzato da una ruvidità superficiale che varia da discreta ad elevata, conseguentemente risulta nativamente caratterizzata da una finitura superficiale satinata o al più semilucida. Per donare un maggiore grado di lucidità, i prodotti a prevalenza cellulosica possono essere sottoposti a trattamenti quali verniciatura UV e plastificatura. Nello specifico, la verniciatura UV è un processo nel quale il rivestimento viene esposto a raggi UV, i quali lo induriscono in tempi ridotti conferendo una elevata lucidità oltre a resistenza ad abrasione ed a sforzi meccanici.
Dal momento che gli inchiostri UV rappresentano un potenziale problema per la fase di riciclo in cartiera — così come i rivestimenti plastici —, la soluzione di seguito descritta rappresenta una innovazione di processo virtuosa.
Avendo posto come obiettivi il miglioramento delle attività di riciclo, il raggiungimento di un ridotto impatto ambientale del trattamento e una strutturale riduzione del consumo energetico, un’azienda è riuscita a sviluppare un processo mediante il quale, per ottenere una finitura lucida su un prodotto a prevalenza cellulosica, non vengono impiegati solventi o rivestimenti plastici, bensì solamente aria compressa. La soluzione risulta quindi nell’applicazione di un unico materiale che rende il substrato facilmente riciclabile e privo di sostanze potenzialmente dannose per il processo di riciclo.
Sistemi di fissaggio e adesivi
Esistono diversi sistemi di fissaggio che possono essere utilizzati nei prodotti di packaging, a partire da colle, passando per nastri adesivi e arrivando a punti metallici (graffette).
I nastri adesivi, così come i punti metallici, solitamente rimangono vincolati al packaging, in special modo se si tratta di scatole; si pensi a tal proposito alla maggior parte dei prodotti di imballaggio per l’e-commerce e alla relativa nastratura. Dal momento in cui nel processo di selezione non vi è uno step che permette la separazione di tali componenti dagli imballaggi, questi continuano il loro percorso interno alla filiera passando alla cartiera. All’interno del processo di riciclo in cartiera il nastro adesivo interagisce solamente nella fase iniziale (pulper), poiché se non a prevalenza cellulosica non si spappola, generando quindi scarto. Conseguentemente, è bene che, una volta garantita la funzionalità del packaging, il quantitativo di nastro utilizzato venga minimizzato il più possibile, favorendo ove possibile altre tipologie di prodotti di fissaggio quali i punti metallici che in cartiera generalmente passano attraverso la prima griglia, ma poi vengono separati per mezzo dei cicloni (epuratori). Inoltre, i punti metallici non trattengono fibre come i nastri adesivi e non rischiano di occludere il primo sistema di griglie. È inoltre preferibile utilizzare nastri adesivi in carta, purché spappolabili o comunque evitare il PVC.
In un’ottica di packaging monomateriale, potrebbe essere interessante approfondire tematiche quali la progettazione di appositi sistemi di chiusura che implichino l’assenza di adesivi e di altri sistemi di fissaggio, a favore di un interlacciamento meccanico delle parti del packaging.
Per quanto riguarda invece gli adesivi, è possibile affermare come siano essenziali per gli imballaggi: si trovano innanzitutto tra le copertine e l’onda in prodotti ondulati, ma soprattutto vengono impiegati per garantire un vincolo meccanico, ad esempio tra le alette dei prodotti al fine di mantenere la forma finale, ma anche tra componenti realizzati in differenti materiali. Il loro impiego è quindi finalizzato al fissaggio, al blocco o all’unione di diverse parti del packaging per ottenere un prodotto finito che sia in grado di resistere a diverse tipologie di azioni meccaniche: discorso che resta ugualmente valido anche per gli altri sistemi di fissaggio riportati.
Esistono diverse tipologie di adesivi (successivamente, se non diversamente specificato, si utilizzerà equivalentemente il termine “colle”), e per quanto riguarda l’industria di prodotti a base cellulosica possono essere classificate in funzione del loro comportamento alla temperatura o all’azione di altre sostanze quali ad esempio l’acqua. Più nel dettaglio, è possibile imbattersi in:
- Colle a caldo (hot-melt), ovvero adesivi termoplastici;
- Colle a freddo (cold seal), indicate alternativamente come colle che usano la tecnologia Natural Rubber Latex, ovvero colle che non sfruttano sorgenti termiche;
- Colle idrosolubili, le quali sono solitamente soluzioni acquose che acquisiscono adesività mediante evaporazione di acqua.
All’interno del processo di riciclo della carta esistono diversi passaggi in cui le colle possono causare criticità. La prima considerazione che deve essere fatta è legata alla quantità di adesivo utilizzata: non contenendo fibre di cellulosa, l'adesivo concorre alla generazione di scarto, sia esso solido (nel caso di adesivi hot-melt e cold seal) o disciolto nell’acqua (per adesivi idrosolubili). Ne deriva che il quantitativo da utilizzare debba essere limitato il più possibile, nel limite della garanzia delle funzionalità dell’imballaggio.
Relativamente alle colle hot-melt, le cartiere riportano come non ci siano particolari difficoltà nella loro gestione, a patto che le loro proprietà siano conformi alle temperature di processo. Infatti, adesivi termoplastici che hanno temperature di rammollimento più basse di 45 °C — temperatura massima di funzionamento del ciclo a umido per imballaggi a prevalenza cellulosica comuni— dovrebbero essere evitati in quanto andrebbero ad interagire negativamente con i sistemi di filtraggio dapprima ed eventualmente — supponendo il passaggio attraverso le griglie di filtrazione — di macro-particelle adesive (macro-stickies) sul foglio di carta riciclato o sulle tele della tavola piana. Viene comunque riportato come alcune aziende siano in grado di gestire queste eventualità senza dover bloccare il processo produttivo. In generale, è comunque preferibile, nel caso in cui si dovessero utilizzare colle non idrosolubili, che queste non si frammentino in particelle di dimensione inferiore a 0,10-0,15 mm, così da garantirne una precoce individuazione e separazione mediante appositi sistemi.
I saldanti a freddo (cold seal) sono una classe di adesivi il cui utilizzo è in crescita in quanto, sebbene il potere adesivo sia inferiore se paragonato a colle hot-melt, permettono la realizzazione di soluzioni progettuali pelabili. Il loro utilizzo è fondamentale nel caso di prodotti che sono sensibili al calore, siano essi beni alimentari o meno. Dal momento in cui in generale gli adesivi cold seal risultano plasticizzati a temperature classiche dei cicli a umido, se l’applicazione dovesse riguardare soluzioni pelabili sarebbe bene assicurarsi che l’adesivo rimanga adeso alla componente dell’imballaggio pelabile, specie se realizzata in materiale a prevalenza non cellulosica.
Nel caso invece di colle idrosolubili non vi sono problematiche direttamente legate ai sistemi di separazione tra fibre ed elementi di scarto in quanto risultano appunto disperse in acqua. Nonostante possano generare difficoltà come le colle hot-melt in termini di particelle adesive, ciò che impatta maggiormente sul processo è la gestione delle acque reflue, che devono essere depurate da queste sostanze.
Si vuole ribadire come il sistema di valutazione Aticelca 501:2019 riporti criteri di valutazione quantitativa del contenuto di stickies così come la valutazione dell’eventuale adesività del materiale di riciclo, i quali impattano fortemente sul livello di riciclabilità finale. Inoltre, anche l’EPRCha pubblicato un sistema di valutazione per la riciclabilità di prodotti basato sulla misurazione di parametri legati alla facilità di rimozione degli adesivi.
Sebbene non risultino univoche (a dimostrazione della diversità di strumentazione e parametri operativi adottati nel riciclo di prodotti a prevalenza cellulosica), a livello europeo e mondiale è possibile trovare le seguenti indicazioni:

IN SINTESI, A PARITÀ DI PRESTAZIONI È PREFERIBILE:
-
Prevedere in fase progettuale sistemi che vincolino le parti del packaging evitando l’uso di adesivi o altri sistemi di fissaggio applicati in fasi successive
-
Minimizzare il contenuto dei sistemi di fissaggio (nastri, graffette, ecc.) e degli adesivi (colle), al fine di ridurre scarti solidi o disciolti
-
Evitare l’uso eccessivo di nastri, in quanto fortemente impattanti nel processo di spappolamento. Se necessari, privilegiare quelli in carta o comunque non in PVC
-
Nel caso di uso di adesivi termoplastici (hot-melt), sceglierli con temperature di rammollimento superiori ai 45 °C
Formazione e informazione dell’utente finale sul riciclo
Come già anticipato nel terzo capitolo (Il processo di raccolta, selezione e riciclo degli imballaggi a prevalenza cellulosica) il primo step della fase di riciclo degli imballaggi è la raccolta, sia essa di prodotti post-consumo o di prodotti di scarto industriale.
Dal momento in cui il settore industriale genera materiale di scarto omogeneo in qualità, mentre quello del circuito cittadino vede l’accumulo di diverse tipologie di prodotti, si può intuire come sia importante che gli utenti finali conoscano le buone pratiche legate al corretto conferimento in raccolta differenziata degli imballaggi con cui entrano in contatto.
Il cittadino, essendo a conoscenza del processo, può comprendere come si possano generare a cascata maggiori sforzi per ottenere materia prima riutilizzabile di qualità, ciò significa che l'utente finale gioca davvero un ruolo chiave all'interno della filiera.
Esistono due tipi di etichettatura ambientale che permettono di supportare l’utente: quella che ha un riferimento normativo europeo ed è improntata all’identificazione dei materiali, ed una completamente volontaria. CONAI ha infatti formulato l’“Etichetta per il cittadino – Vademecum per una etichetta volontaria ambientale che guidi il cittadino alla raccolta differenziata degli imballaggi", una linea guida per le aziende che intendono integrare l’etichetta ambientale dei loro imballaggi con informazioni ai consumatori su come conferire l’imballaggio.
Oltre a queste informazioni, il progettista può inoltre comunicare alcuni aspetti importanti relativi al fine vita del packaging, favorendo pratiche corrette (quali la separazione di componenti, lo svuotamento e appiattimento dell’imballaggio, lo sminuzzamento o meno dei prodotti) e fornendo informazioni relative alla sostenibilità dei materiali impiegati.
Tutto ciò è da considerarsi a maggiore valore aggiunto se è il packaging stesso che comunica informazioni, ad esempio tramite la sua forma o attraverso i suoi materiali e permette all’utente di agire correttamente in maniera semiautomatica.
È bene sottolineare come in Europa l'identificazione dei materiali sugli imballaggi sia attualmente di carattere volontario, così come riportato dalla Decisione 97/129/CE.
IN SINTESI, A PARITÀ DI PRESTAZIONI È PREFERIBILE:
-
Invitare l’utente a porre attenzione al fine vita dell’imballaggio
-
Indicare i materiali del corpo e delle eventuali componenti dell’imballaggio separabili manualmente nel rispetto della normativa vigente
-
Indicare le informazioni sulle modalità di raccolta delle diverse componenti dell’imballaggio
-
Comunicare all’utente di svuotare completamente l’imballaggio e, se possibile, di ridurne il volume prima di conferirlo in raccolta, evitando ove possibile di tagliare la carta prima per non ridurre la lunghezza delle fibre
-
Invitare l’utente a svuotare l’imballaggio dai residui di prodotto prima di conferirlo in raccolta
-
Portare l’utente a compiere automaticamente le buone pratiche anziché indicargliele, ad esempio trovando soluzioni che portino l’utente a suddividere il corpo dalle componenti ove necessario
Abbreviazioni
CAC: Contributo Ambientale CONAI
CdS: Centro di Selezione
CE: Comunità Europea
CEPI: Confederation of European Paper Industries
CO2: anidride carbonica
Comieco: Consorzio Nazionale Recupero e Riciclo degli Imballaggi a base Cellulosica
CONAI: Consorzio Nazionale Imballaggi
CPI: Confederation of Paper Industries
D.Lgs: Decreto legislativo
D.M.: Decreto Ministeriale
EPRC: European Paper Recycling Council
EuPIA: European Printing Ink Association
GDO: Grande Distribuzione Organizzata
HDPE: High-Density Polyethylene - Polietilene ad alta densità
KIDV: Kennisinstituut Duurzaam Verpakken - Netherlands Institute for Sustainable Packaging
LDPE: Low-Density Polyethylene - Polietilene a bassa densità
MOCA: Materiali e Oggetti destinati al Contatto con Alimenti
PCL: Policaprolattone
PE: Polietilene
PET: Polietilentereftalato
PLA: Acido polilattico
PP: Polipropilene
ppm: Parti per milione
PRPC: Paper Recycling Promotion Center
PS: Polistirene
SRP: Shelf Ready Packaging
UNI: Ente Nazionale Italiano di Unificazione
UV: Ultravioletto
Glossario
ADDITIVO
Sostanza aggiunta in piccole quantità in fase di lavorazione per incrementare e/o mantenere nel tempo le caratteristiche prestazionali dei materiali ai quali è addizionata.
BIODEGRADAZIONE
La biodegradazione è un processo termochimico che avviene entro un determinato lasso temporale e in presenza di specifiche condizioni ambientali. Durante la biodegradazione, i materiali/prodotti sono convertiti in biomassa, acqua e anidride carbonica
BIOPLASTICA
Si definisce bioplastica un polimero a base biologica (biobased), biodegradabile oppure che manifesta entrambe le proprietà.
CALANDRATURA
Trattamento meccanico a cui si sottopone il nastro di carta successivamente alla fabbricazione allo scopo di aumentarne la lisciatura e il lucido. Il trattamento è fatto per mezzo della calandra. La calandra non è in linea con la macchina continua.
CHIPS
Piccoli pezzi di legno (approssimativamente due monete da 100 lire sovrapposte) ottenuti tranciando un tronco con una speciale macchina.
COMPOSTABILITÀ
La compostabilità è la proprietà di un materiale di generare compost (biomassa) attraverso il processo di compostaggio, ovvero un processo biologico aerobico che avviene in condizioni ambientali imposte dall’esterno. Solitamente, in impianti di compostaggio industriali si utilizzano temperature tra i 50°C e i 60°C e un contenuto di umidità compreso tra il 45% e il 55%.
CONSORZI DI FILIERA
L’art. 223 del D.Lgs. 152/06 prevede che i produttori di imballaggi costituiscano un Consorzio per ciascun materiale di imballaggio (acciaio, alluminio, carta, legno, plastica e vetro). I sei Consorzi di Filiera sono i seguenti:
Ricrea – Consorzio Nazionale Riciclo e Recupero Imballaggi Acciaio;
Cial – Consorzio Nazionale Imballaggi Alluminio;
Comieco – Consorzio Nazionale Recupero e Riciclo degli Imballaggi a base Cellulosica;
Rilegno – Consorzio Nazionale per la raccolta, il recupero e il riciclaggio degli imballaggi di legno;
Corepla – Consorzio Nazionale per la Raccolta, il Riciclo e il Recupero degli imballaggi in Plastica;
Coreve – Consorzio Recupero Vetro.
In alternativa all’iscrizione ai Consorzi di Filiera, i produttori possono, ai sensi dell’art. 221, comma 3, del medesimo Decreto: “a) organizzare autonomamente, anche in forma collettiva, la gestione dei propri rifiuti di imballaggio sull’intero territorio nazionale; [...] c) attestare sotto la propria responsabilità che è stato messo in atto un sistema di restituzione dei propri imballaggi, mediante idonea documentazione che dimostri l’autosufficienza del sistema [...]”.
CONSUMATORE
Il consumatore di imballaggi è il soggetto che fuori dall’esercizio di una attività professionale acquista o importa per proprio uso imballaggi, articoli o merci imballate.
GESTIONE DEI RIFIUTI
Secondo quanto disposto dall’art. 183, comma 1, lettera n) del D.Lgs. 152/06, per gestione dei rifiuti si intende: “la raccolta, il trasporto, il recupero e lo smaltimento dei rifiuti, compresi il controllo di tali operazioni e gli interventi successivi alla chiusura dei siti di smaltimento, nonché le operazioni effettuate in qualità di commerciante o intermediario”.
GRAMMATURA
Peso della carta espresso in grammi e riferito all’area di un metro quadro.
IMBALLAGGIO
Secondo quanto riportato dal D.Lgs. 152/06, Art. 218 si definisce imballaggio “il prodotto, composto di materiali di qualsiasi natura, adibito a contenere determinate merci, dalle materie prime ai prodotti finiti, a proteggerle, a consentire la loro manipolazione e la loro consegna dal produttore al consumatore o all’utilizzatore, ad assicurare la loro presentazione, nonché gli articoli a perdere usati allo stesso scopo”.
IMBALLAGGIO COMPOSITO
Per imballaggio composito si intende l’imballaggio costituito in modo strutturale da diversi materiali non separabili manualmente. Ad esempio, sono imballaggi compositi i seguenti articoli: cartone per bevande (poliaccoppiato: carta, plastica e alluminio), sacchetto composto da un foglio di carta accoppiato con plastica, ecc.
IMBALLAGGIO MULTIMATERIALE
Si intende l’imballaggio costituito da più componenti autonome in materiali diversi. A differenza dell’imballaggio composito, in questo caso i diversi materiali che costituiscono l’imballaggio possono essere separati. Ad esempio, sono considerati imballaggi multimateriali: scatola di cioccolatini (carta per la scatola, plastica per il contenitore sagomato all’interno), sacchetto di caramelle (plastica per il sacchetto, carta per le singole caramelle), barattolo di caffè (alluminio per il barattolo, plastica per il coperchio), ecc.
LAMINAZIONE
La laminazione è un processo meccanico che avviene mediante cilindri contrapposti che, ruotando su sé stessi, imprimono nel materiale la forma e lo spessore desiderati. Il termine laminazione indica anche l’operazione secondo cui viene coperto un foglio stampato con un sottile strato protettivo in materiale plastico o metallico detto laminato.
LIFE CYCLE ASSESSMENT
Procedimento scientifico ed oggettivo di valutazione dei carichi energetici e ambientali relativi al sistema analizzato, effettuato attraverso l’identificazione delle risorse energetiche, dei materiali usati e dei rifiuti rilasciati nell’ambiente lungo tutto il ciclo di vita del prodotto in un’ottica "dalla culla alla culla". La metodologia LCA trova le sue origini negli anni '70 come sviluppo dell’analisi energetica, dove le variabili squisitamente energetiche vengono integrate con quelle tipicamente ambientali durante l’intero ciclo di vita. Attualmente, le norme ISO 14040 e 14044 rappresentano lo standard internazionale a cui ogni analista fa riferimento per sviluppare ed, eventualmente, far verificare ogni studio LCA.
LISCIATURA
Trattamento al quale si sottopone il nastro di carta all’uscita della seccheria della macchina continua prima di riavvolgerla. Consiste nel far passare il nastro di carta tra una serie di cilindri a bombé controllato sovrapposti uno all’altro in modo che con l’ausilio della pressione si ottenga una superficie più liscia e uniforme.
MACCHINABILITÀ
Insieme delle caratteristiche di una carta che la rendono facilmente lavorabile da una macchina da stampa e nelle fasi successive alla stampa. Tali caratteristiche sono legate alle proprietà fisiche e meccaniche della carta.
MATERIA PRIMA SECONDA (MPS)
Insieme dei rifiuti che cessano di essere tali qualora siano sottoposti a un’operazione di recupero, incluso il riciclaggio, e soddisfino criteri specifici.
NORMATIVA UNI
La sigla UNI contraddistingue “i documenti normativi volontari (norme UNI, specifiche tecniche, rapporti tecnici e prassi di riferimento) in tutti i settori industriali, commerciali e del terziario”.
NORMATIVA EN
La sigla EN identifica le norme elaborate dal CEN (Comité Européen de Normalisation), una delle organizzazioni europee di normalizzazione responsabili dello sviluppo e della definizione di standard volontari a livello europeo.
PREVENZIONE
Misure prese prima che una sostanza, un materiale o un prodotto siano diventati rifiuti, in modo da ridurre:
- la quantità dei rifiuti anche attraverso il riutilizzo dei prodotti o l’estensione del loro ciclo di vita;
- gli impatti negativi dei rifiuti prodotti sull’ambiente e la salute umana;
- il contenuto di sostanze pericolose in materiali e prodotti.
PULPER
È un macchinario che attraverso l’azione meccanica di pale in rotazione e la presenza di acqua porta in sospensione le fibre di cellulosa. Nel pulper entra quindi la carta da riciclare e l’acqua ed esce l’impasto fibroso […]. L’azione meccanica consente, oltre alla separazione delle fibre tra esse, anche la separazione delle fibre dai materiali impropri che rappresentano lo scarto di pulper.
RACCOLTA DIFFERENZIATA
È la raccolta idonea, secondo criteri di economicità, efficacia, trasparenza ed efficienza, a raggruppare i rifiuti urbani in frazioni merceologiche omogenee, al momento della raccolta o, per la frazione organica umida, anche al momento del trattamento, nonché a raggruppare i rifiuti di imballaggio separatamente dagli altri rifiuti urbani, a condizione che tutti i rifiuti sopra indicati siano effettivamente destinati al recupero.
RAFFINAZIONE
Macchinario che permette l’eliminazione di eventuali impurità che interferirebbero con la formazione della carta.
RECUPERO DEI RIFIUTI GENERATI DA IMBALLAGGIO
Con il recupero dei rifiuti generati da imballaggio si intende qualsiasi operazione il cui principale risultato sia di permettere ai rifiuti di svolgere un ruolo utile sostituendo altri materiali che sarebbero stati altrimenti utilizzati per assolvere una particolare funzione o di prepararli ad assolvere tale funzione, all’interno dell’impianto o nell’economia in generale.
RECUPERO ENERGETICO (TERMOVALORIZZAZIONE)
Secondo quanto disposto dall’art. 218, comma 1, lettera n) del D.Lgs. 152/06, il recupero energetico dei rifiuti di imballaggio si ha quando tali rifiuti di imballaggio combustibili vengono utilizzati per produrre energia mediante termovalorizzazione (con o senza altre tipologie di rifiuto) con recupero di calore.
RICICLO/RICICLAGGIO DEGLI IMBALLAGGI
Qualsiasi operazione di recupero attraverso cui i materiali di rifiuto sono ritrattati per ottenere prodotti, materiali o sostanze da utilizzare per la loro funzione originaria o per altri fini. Include il ritrattamento di materiale organico ma non il recupero di energia né il ritrattamento per ottenere materiali da utilizzare quali combustibili o in operazioni di riempimento.
RIFIUTO DI IMBALLAGGIO
Qualsiasi sostanza o oggetto di cui il detentore si disfi o abbia l’intenzione o l’obbligo di disfarsi.
RIUTILIZZO DI IMBALLAGGI
Qualsiasi operazione attraverso la quale prodotti o componenti che non sono rifiuti sono reimpiegati per la stessa finalità per la quale erano stati concepiti.
SEPARATORE BALISTICO
Il separatore balistico viene adottato per separare il flusso continuo di rifiuti in diverse frazioni in base alla loro forma e peso. Una serie di pale parallele sottopone la massa del rifiuto a un forte scuotimento e rende più efficace la separazione, convogliando i differenti tipi di materiale in traiettorie diverse.
SHELF-LIFE
Indica la vita di scaffale di un prodotto, il tempo stimato della sua durata a scaffale, in altre parole il periodo durante il quale la qualità del prodotto rimane inalterata.
SHELF READY PACKAGING
Gli imballaggi facenti parti degli SRP sono prodotti che vengono consegnati agli esercizi commerciali / rivenditori al dettaglio. Questi prodotti sono ottimizzati per più efficienti fasi di stoccaggio e vendita, in quanto sono pensati per essere esposti direttamente al pubblico senza necessità di rimuoverne preventivamente il contenuto.
STAMPABILITÀ
Insieme delle caratteristiche di una carta che la rendono particolarmente adatta alla ricezione di un grafismo inchiostrato. Tali caratteristiche sono legate in modo particolare alla finitura superficiale, alla resistenza superficiale e all’assorbimento-affinità di inchiostro.
UTILIZZATORE DI IMBALLAGGI
In base all’art. 218, comma 1, lettera s) del D.Lgs. 152/06, gli utilizzatori sono “i commercianti, i distributori, gli addetti al riempimento, gli utenti di imballaggi e gli importatori di imballaggi pieni”.
UTILIZZATORE DI IMBALLAGGI SUCCESSIVO AL PRIMO
L’utilizzatore di imballaggi successivo al primo è il soggetto che acquista imballaggi (o merce imballata) dopo la prima cessione, ossia dopo il primo trasferimento dell’imballaggio. Per esempio, il commerciante che acquista dal calzaturificio le scarpe già confezionate nelle scatole di cartone.
Riferimenti
PUBBLICAZIONI
Assocarta (2017). Natura, caratteristiche e utilizzi dello scarto di pulper di cartiera.
Disponibile presso Assocarta: http://www.assocarta.it/it/position-paper/982-position-paper-natura-caratteristiche-e-utilizzi-dello-scarto-di-pulper-di-cartiera.html
Assocarta (2019). Rapporto ambientale dell’industria cartaria italiana - Dati 2016-2017.
Disponibile presso Assocarta: http://www.assocarta.it/it/component/phocadownload/category/6-pubblicazioni.html?download=356:rapporto-ambientale-dell-industria-cartaria-italiana-2019
Aticelca (2019). Sistema di valutazione 501:2019 - Valutazione del livello di riciclabilità di materiali e prodotti a prevalenza cellulosica sulla base della norma UNI 11743:2019.
Disponibile presso Aticelca: http://www.aticelca.it/1/upload/sistema_di_valutazione_501_2019.pdf
Bucchetti, V. (2002). PackAge: storia, costume, industria, funzioni e futuro dell’imballaggio.
Lupetti. Milano, Italia
Bucchetti, V., & Ciravegna, E. (2009). Le parole del packaging.
Edizioni Dativo Ed., Milano, Italia.
Cecchini, C. (2012). Le parole del design – 150 lemmi tecnici liberamente scelti.
LISt Lab Ed. Trento, Italia.
CEN (n.d.). Who we are.
Disponibile presso CEN: https://www.cen.eu/about/Pages/default.aspx
Comieco (2018). Comieco sostenibile - Edizione 2018.
Disponibile presso Comieco: http://www.comieco.org/allegati/2019/1/comieco_sostenibile_2018_175783.pdf
Comieco (2019). 24° Rapporto Annuale Comieco sulla raccolta differenziata di carta e cartone in Italia.
Disponibile presso Comieco: https://www.comieco.org/allegati/2019/8/24mo-rapporto-comieco_dati-anno-2018_179877.pdf
Comieco (2019). Comunicato stampa - Riciclo dei cartoni per bevande, una realtà industriale dell’economia circolare italiana.
Disponibile presso Comieco: https://www.comieco.org/allegati/2019/3/comunicato-stampa-saci-29-marzo-_178204.pdf
Comieco (2019). Linee guida e check list per il corretto uso del packaging per l’ecommerce ai fini della sostenibilità ambientale.
Disponibile presso Comieco: https://www.comieco.org/pubblicazioni/news/linee-guida-e-check-list-per-il-corretto-uso-del-packaging-per-l-ecommerce-ai-fini-della-sostenibilita-ambientale-.aspx
CONAI (2013). Etichetta per il cittadino - Vademecum per una etichetta volontaria ambientale che guidi il cittadino alla raccolta differenziata degli imballaggi.
Disponibile presso CONAI: http://www.conai.org/prevenzione/pensare-al-futuro/epack/
CONAI (n.d.). Glossario.
Disponibile presso CONAI: http://www.conai.org/glossario/
CONAI (2020). Guida all’adesione e all’applicazione del contributo ambientale (Volume 1).
Disponibile presso CONAI: http://www.conai.org/wp-content/uploads/2020/02/Guida_Contributo_CONAI_2020_Vol1.pdf
Decisione 97/129/CE (28 gennaio 1997).
Disponibile presso EUR-Lex: https://eur-lex.europa.eu/legal-content/IT/TXT/?uri=CELEX%3A31997D0129
Decisione 2005/270/CE (22 marzo 2005).
Disponibile presso EUR-Lex: https://eur-lex.europa.eu/legal-content/it/TXT/?uri=CELEX:32005D0270
Decisione di esecuzione (UE) 2019/665 (17 aprile 2019).
Disponibile presso EUR-Lex: https://eur-lex.europa.eu/legal-content/IT/TXT/?uri=CELEX%3A32019D0665
Decreto n. 142 (31 maggio 2016).
Disponibile presso Gazzetta Ufficiale: https://www.gazzettaufficiale.it/eli/id/2016/07/26/16G00154/sg
Decreto Legislativo 152/06 (3 aprile 2006).
Disponibile presso Camera dei deputati: https://www.camera.it/parlam/leggi/deleghe/06152dl3.htm#177
Decreto Legislativo 205/10 (3 dicembre 2010).
Disponibile presso Camera dei deputati: https://www.camera.it/parlam/leggi/deleghe/testi/10205dl.htm
Decreto Ministeriale del 21/03/1973.
Disponibile presso Istituto Superiore di Sanità: http://old.iss.it/binary/moca/cont/Decreto_Ministeriale_21_3_73.pdf
Del Curto, B. (2016). Packaging naturalmente tecnologico. Innovazioni sostenibili per il food packaging a base di carta e cartone.
Edizioni Dativo Srl, Milano.
Digimarc (n.d.). The History of Packaging.
Disponibile presso Digimarc: https://www.digimarc.com/resources/history-of-packaging
Di Qual, C. (n.d.) Trattamento delle acque di cartiera.
Disponibile presso Istituto Salesiano San Zeno: http://www.sanzeno.org/modules/DownloadManager/download.php?alias=diqual-tratamento-acque
Direttiva 94/62/CE (20 dicembre 1994).
Disponibile presso EUR-Lex: https://eur-lex.europa.eu/legal-content/IT/TXT/?uri=CELEX:01994L0062-20180704
Direttiva 2008/98/CE (19 novembre 2008).
Disponibile presso EUR-Lex: https://eur-lex.europa.eu/legal-content/IT/TXT/PDF/?uri=CELEX:02008L0098-20150731&from=ET
Direttiva (UE) 2018/852 (30 maggio 2018).
Disponibile presso EUR-Lex: https://eur-lex.europa.eu/legal-content/IT/TXT/?uri=celex:32018L0852
Eco Tool CONAI (n.d.). Glossario.
Disponibile presso Eco Tool CONAI: https://www.ecotoolconai.org/index.php?r=site/page&view=glossary#11
EuPIA (2018). Exclusion policy for printing inks and related products.
Documento disponibile presso EuPIA: https://www.eupia.org/fileadmin/Documents/Our_commitment/2016-11-17_Exclusion_Policy_for_Printing_Inks_and_Related_Products_3rd_ed_corrig_Dec2018.pdf
European bioplastics (n.d.). What are bioplastics?.
Disponibile presso European bioplastics: https://www.european-bioplastics.org/bioplastics/
European Paper Recycling Council (2018). Assessment of Printed Product Recyclability: Scorecard for the Removability of Adhesive Applications.
Disponibile presso European Paper Recycling Council: http://www.paperforrecycling.eu/publications/
European Paper Recycling Council (2018). Monitoring Report 2017 - European Declaration on Paper Recycling 2016-2020.
Disponibile presso European Paper Recycling Council: http://www.paperrecovery.org/download/900/
Ferrara, M., Ramina, G. (2016). Capitolo VI - Guida alla progettazione del packaging. In Tecnologie dei processi di produzione, Clitt (Ed.).
Disponibile presso Clitt: http://www.clitt.it/contents/comunicazione-files/TecnProcProd_5/Cap_VI-Packaging.pdf
Greene, J.P. (2014). Sustainable Plastics: Environmental Assessments of Biobased, Biodegradable, and Recycled Plastics.
(1st Ed). John Wiley & Sons.
Gustavsson, J., Cederberg, C., Sonesson, U., Van Otterdijk, R., & Meybeck, A. (2011). Global food losses and food waste.
Disponibile presso FAO: http://www.fao.org/3/mb060e/mb060e.pdf
Interreg Central Europe (2017). Deliverable D.T1.1.4 “Analysis of paper-plastic value chain and innovation system”.
Disponibile presso Interreg Central Europe: https://www.interreg-central.eu/Content.Node/Analysis-of-paper-plastic-value-chain-ITALY.pdf
Interreg Central Europe (2019). Strategia per la sostenibilità dei multimateriali carta/plastica in Central Europe.
Disponibile presso Interreg Central Europe:
https://www.interreg-central.eu/Content.Node/STRATEGIA-SUMMARY-BIOCOMPACK-ITA.pdf
ISPRA (2019). Rapporto rifiuti urbani - Edizione 2019.
Disponibile presso ISPRA: http://www.isprambiente.gov.it/it/events/rapporto-rifiuti-urbani-edizione-2019
Montalbetti, C. (2018). La filiera del riciclo degli imballaggi in carta. In Materia Rinnovabile, Gli imballaggi nell’economia circolare.
Edizioni Ambiente. Disponibile presso CONAI: http://www.conai.org/wp-content/uploads/dlm_uploads/2018/11/CONAI_Report_Sostenibilit%C3%A0_2018.pdf
Normativa UNI EN 13430:2005 (1 giugno 2005).
Disponibile presso UNI: http://store.uni.com/catalogo/index.php/uni-en-13430-2005.html
Osservatorio eCommerce B2C (2019). Continua la crescita dell’ecommerce B2C in Italia: gli acquisti online superano i 31 mld di euro e il 40 % provengono da smartphone.
Disponibile presso Osservatori.net Digital Innovation: https://www.osservatori.net/it_it/osservatori/comunicati-stampa/ecommerce-b2c-italia-2019-valore-mercato-smartphone-comunicato
Piergiovanni, L., & Limbo, S. (2010). Food packaging - Materiali, tecnologie e qualità degli alimenti.
Springer-Verlag Italia, Milano.
Regolamento (CE) n. 1935/2004 (27 ottobre 2004).
Disponibile presso EUR-Lex: https://eur-lex.europa.eu/legal-content/IT/ALL/?uri=CELEX%3A32004R1935
RMIT University (2013). The role of packaging in minimising food waste in the supply chain of the future.
Disponibile presso RMIT University: https://www.rmit.edu.au/content/dam/rmit/documents/research/centres/cwhsr/publications/Report-the-role-packaging-in-minimising-food-waste-in-the-supply-chain-of-the-future.pdf
UNI (n.d.). Chi siamo.
Disponibile presso UNI: https://www.uni.com/index.php?option=com_content&view=article&id=141&Itemid=2422
UNI EN 643:2014 (20 marzo 2014).
Disponibile presso UNI: http://store.uni.com/catalogo/uni-en-643-2014
SITOGRAFIA
http://www.aticelca.it/
Aticelca
https://www.comieco.org/
Comieco
https://paper.org.uk/
Confederation of Paper Industries
https://www.ecoembes.com/en/home
Ecoembes
https://www.ecotoolCONAI.org/
Eco Tool CONAI
https://eur-lex.europa.eu/
EUR-Lex
http://www.paperrecovery.org/
European Paper Recycling Council
https://www.gazzettaufficiale.it/
Gazzetta Ufficiale
https://greenblue.org/
GreenBlue
https://www.iss.it/
Istituto Superiore di Sanità
https://www.packagingsa.co.za/
Packaging SA
http://www.prpc.or.jp/
Recovered Paper Recycling Promotion Center
http://www.treccani.it
Treccani
INTERVISTE E VISITE
Barilla
https://www.barillagroup.com/it
Cartiere Saci
https://www.cartieresaci.com/
DS Smith Recycling
https://www.dssmith.com/
Henkel
https://www.henkel.it/
CODICE ISBN: 9788894270020